Rubber for Industry
Rubber is a versatile elastomer derived primarily from latex sap of the rubber tree (Hevea brasiliensis) and synthetic polymers. Its unique combination of elasticity, durability, and resistance to water and abrasion makes it essential in industries such as automotive, manufacturing, and healthcare. Natural rubber production centers include countries like Thailand, Indonesia, and Malaysia, which collectively account for a significant portion of global supply. Advances in rubber compounding and vulcanization techniques continue to enhance performance characteristics for specialized applications.
What are the primary types of rubber used in industrial applications?
Industrial rubber generally falls into two primary categories:
- Natural Rubber (NR): Harvested as latex from rubber trees. It offers exceptional tensile strength, elasticity, and tear resistance.
- Synthetic Rubber: Artificially produced from petrochemicals. It includes various subtypes engineered for specific properties, such as:
- Styrene-Butadiene Rubber (SBR)
- Nitrile Rubber (NBR)
- Silicone Rubber
- Neoprene (CR)
While natural rubber is prized for its dynamic performance, synthetic variants are crucial for specific chemical, heat, and weathering resistance needs.
How does the vulcanization process improve rubber?
Vulcanization is a chemical process that transforms soft, sticky raw rubber into a durable, highly elastic material. Invented by Charles Goodyear, it typically involves heating the rubber with sulfur.
This process creates three-dimensional cross-links between the long polymer chains, preventing them from moving independently. The key improvements include:
- Increased Elasticity: Rubber consistently returns to its original shape after stretching.
- Higher Tensile Strength: It strongly resists breaking under tension.
- Weather Resistance: It becomes less susceptible to oxidation and temperature extremes.
- Reduced Stickiness: It loses its tacky texture, making it usable for tires, seals, and hoses.
What are the key differences between Natural Rubber (NR) and Styrene-Butadiene Rubber (SBR)?
Natural Rubber (NR) and Styrene-Butadiene Rubber (SBR) are the two most commonly used rubbers, often competing in tire manufacturing. Here is a brief comparison:
| Feature | Natural Rubber (NR) | Styrene-Butadiene Rubber (SBR) |
|---|---|---|
| Source | Botanical (Tree Latex) | Petrochemicals |
| Tear Strength | Excellent | Moderate to Good |
| Heat Resistance | Poor | Better than NR |
| Primary Use | Heavy-duty tires, anti-vibration mounts | Passenger car tires, conveyor belts |
Which industries are the largest consumers of rubber materials?
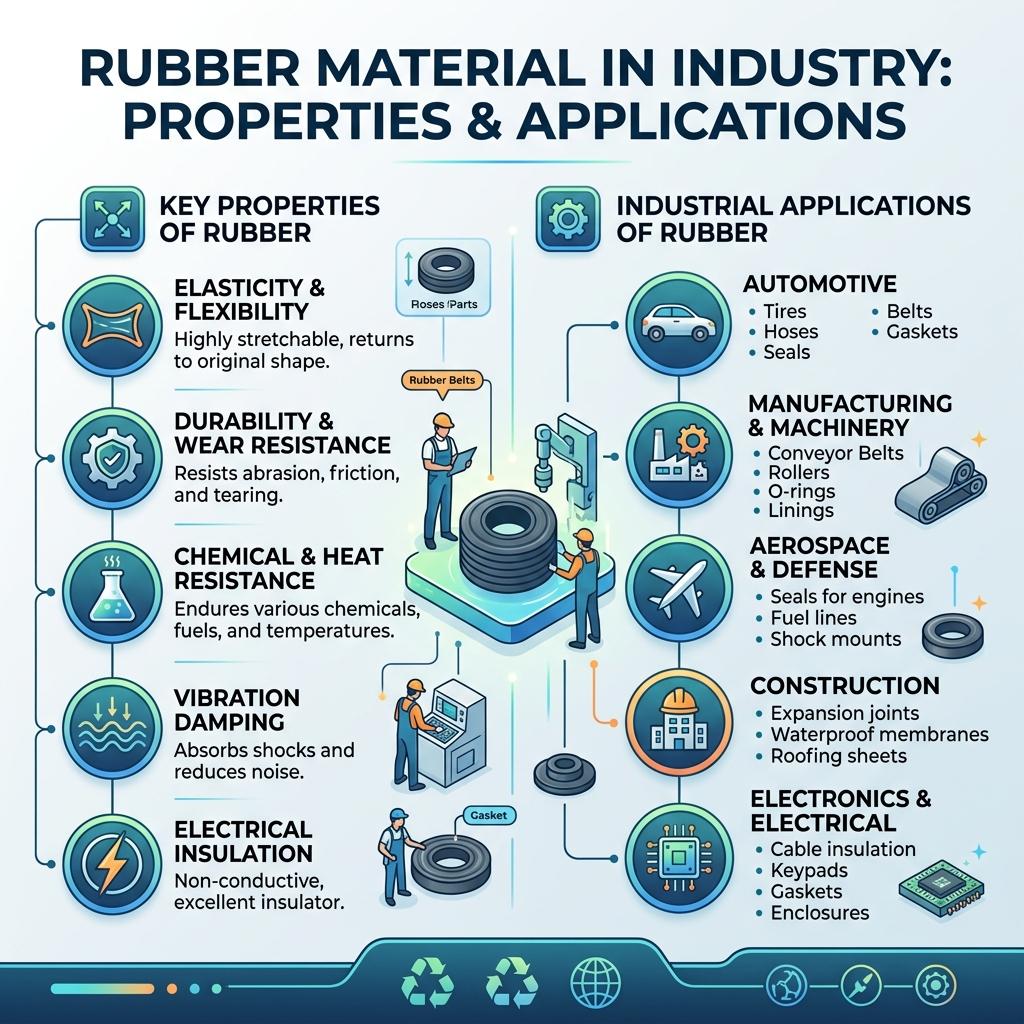
Rubber is incredibly versatile, making it indispensable across numerous global industries. The largest consumers include:
- Automotive Sector: The undisputed leader, consuming over 60% of global rubber for tires, hoses, belts, and gaskets.
- Construction: Uses rubber for window seals, anti-seismic foundations, roofing membranes, and flooring.
- Medical and Healthcare: Relies heavily on latex and silicone for surgical gloves, tubing, syringes, and implantable devices.
- Aerospace: Requires high-performance synthetic rubbers for O-rings, hydraulic seals, and extreme-temperature insulation.
- Consumer Goods: Includes footwear, sporting equipment, and household appliances.
Why is Nitrile Rubber (NBR) preferred in the oil and gas industry?
Nitrile Rubber (NBR) is highly preferred in industries dealing with petroleum because of its exceptional chemical resistance. Unlike natural rubber, which degrades and swells when exposed to hydrocarbons, NBR maintains its structural integrity.
Key properties that make NBR ideal include:
- Oil and Fuel Resistance: Unaffected by petroleum-based oils, fuels, and greases.
- Temperature Range: Performs reliably in environments ranging from -40°C to 108°C.
- Durability: Features high abrasion and puncture resistance.
Consequently, NBR is the industry standard for manufacturing fuel hoses, O-rings, oil well seals, and chemical-handling gloves.
How does Silicone Rubber differ from traditional organic rubbers?
The primary difference lies in their molecular structure. Traditional organic rubbers (like NR, SBR, or NBR) have a polymer backbone made of carbon-to-carbon bonds. In contrast, Silicone Rubber has an inorganic backbone consisting of alternating silicon and oxygen atoms (siloxane).
This unique molecular structure grants Silicone Rubber distinct industrial advantages:
- Extreme Temperature Resistance: It remains flexible and functional from -100°C up to +300°C.
- Biocompatibility: It is non-toxic and hypoallergenic, making it ideal for medical and food-grade applications.
- UV and Ozone Resistance: It does not crack or degrade easily under prolonged environmental exposure.
What are the critical physical properties evaluated when selecting a rubber material?
Engineers must evaluate several physical properties to ensure a rubber material fits a specific industrial application:
- Hardness (Durometer): Measures the material's resistance to surface indentation, usually on the Shore A scale.
- Tensile Strength: The maximum stress the rubber can withstand before tearing or breaking.
- Elongation at Break: The percentage a rubber can stretch from its original length before snapping.
- Compression Set: The rubber’s ability to return to its original thickness after prolonged compression, which is crucial for manufacturing seals.
- Abrasion Resistance: How well the material withstands mechanical wear, friction, and scraping.
What is EPDM rubber and what are its common industrial applications?
EPDM (Ethylene Propylene Diene Monomer) is a highly durable synthetic rubber widely recognized for its outstanding environmental resistance. Its saturated polymer backbone prevents it from reacting with ozone, oxygen, and UV light.
Key benefits of EPDM include:
- Excellent weathering and aging resistance.
- Superior water and steam resistance.
- Good electrical insulation properties.
Common Industrial Applications:
Because it withstands the elements so well, EPDM is the material of choice for outdoor applications. It is predominantly used in commercial roofing membranes, automotive weather-stripping, radiator hoses, and HVAC seals.
What environmental concerns are associated with industrial rubber waste?
The disposal of industrial rubber, particularly tires, presents significant environmental challenges:
- Non-Biodegradability: Vulcanized rubber takes decades, if not centuries, to decompose naturally in landfills.
- Tire Fires: Stockpiled tires can catch fire, burning for months and releasing highly toxic black smoke and heavy metals into the air and soil.
- Pest Breeding: Hollow rubber waste collects rainwater, creating perfect breeding grounds for mosquitoes and disease.
- Microplastics: As tires wear down on roads, they release tiny rubber particles that wash into waterways, harming aquatic ecosystems.
Industry efforts are currently focused on improving recycling rates to mitigate these impacts.
How is recycled rubber utilized in the modern manufacturing industry?
To combat environmental waste, the industry has developed innovative ways to reuse scrap rubber, primarily through the creation of "crumb rubber" generated by shredding old tires.
Common industrial uses for recycled rubber include:
- Construction and Infrastructure: Mixed with asphalt to create rubberized roads that are quieter, more crack-resistant, and more durable.
- Recreational Surfaces: Used as impact-absorbing infill for artificial turf, playground safety surfaces, and athletic tracks.
- Industrial Products: Molded into heavy-duty anti-fatigue mats, speed bumps, flooring tiles, and automotive mud flaps.
While recycled rubber cannot entirely replace virgin rubber in high-stress applications, it drastically reduces landfill burden.