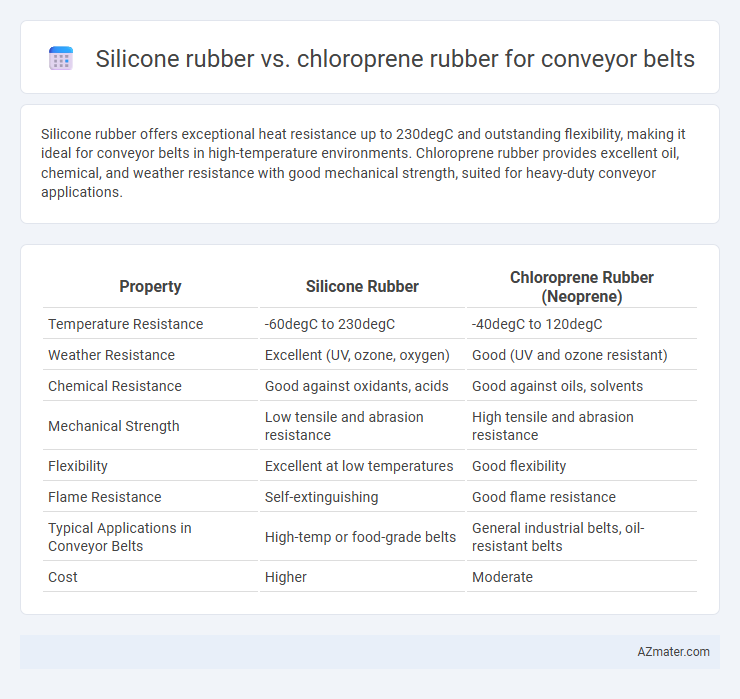
Silicone rubber offers exceptional heat resistance up to 230degC and outstanding flexibility, making it ideal for conveyor belts in high-temperature environments. Chloroprene rubber provides excellent oil, chemical, and weather resistance with good mechanical strength, suited for heavy-duty conveyor applications.
Table of Comparison
| Property | Silicone Rubber | Chloroprene Rubber (Neoprene) |
|---|---|---|
| Temperature Resistance | -60degC to 230degC | -40degC to 120degC |
| Weather Resistance | Excellent (UV, ozone, oxygen) | Good (UV and ozone resistant) |
| Chemical Resistance | Good against oxidants, acids | Good against oils, solvents |
| Mechanical Strength | Low tensile and abrasion resistance | High tensile and abrasion resistance |
| Flexibility | Excellent at low temperatures | Good flexibility |
| Flame Resistance | Self-extinguishing | Good flame resistance |
| Typical Applications in Conveyor Belts | High-temp or food-grade belts | General industrial belts, oil-resistant belts |
| Cost | Higher | Moderate |
Introduction to Conveyor Belt Materials
Silicone rubber and chloroprene rubber are prominent materials used in conveyor belts, each offering distinct advantages in industrial applications. Silicone rubber excels in high-temperature resistance and flexibility, making it ideal for environments with extreme heat exposure. Chloroprene rubber provides superior abrasion resistance and chemical stability, enhancing durability and performance in demanding conditions involving oil, weather, and fire exposure.
Key Properties of Silicone Rubber
Silicone rubber offers exceptional thermal stability, maintaining flexibility and performance in temperatures ranging from -60degC to 230degC, making it ideal for conveyor belts operating in extreme environments. Its superior chemical resistance to oils, solvents, and ozone ensures durability and longevity under harsh industrial conditions. Additionally, silicone rubber provides excellent electrical insulation and low compression set, which helps maintain belt shape and efficiency during continuous use.
Key Properties of Chloroprene Rubber
Chloroprene rubber (CR) offers excellent resistance to oil, chemicals, and weathering, making it ideal for conveyor belts exposed to harsh industrial environments. Its high tensile strength, good abrasion resistance, and flexibility at low temperatures enhance belt durability and performance. These key properties allow chloroprene rubber conveyor belts to maintain stability and longevity under continuous mechanical stress and variable conditions.
Durability and Longevity Comparison
Silicone rubber offers excellent thermal stability and resistance to ozone, making it ideal for conveyor belts operating in extreme temperature environments, but it generally has lower mechanical strength and abrasion resistance compared to chloroprene rubber. Chloroprene rubber exhibits superior durability against wear, oil, and chemical exposure, contributing to longer conveyor belt lifespan in harsh industrial applications. The choice between silicone and chloroprene rubber hinges on balancing thermal endurance versus abrasion resistance for optimal conveyor belt longevity.
Temperature Resistance: Silicone vs Chloroprene
Silicone rubber exhibits superior temperature resistance for conveyor belt applications, maintaining flexibility and performance in extreme temperatures ranging from -60degC to 230degC. Chloroprene rubber typically operates within a narrower temperature range of -40degC to 120degC, making it less suitable for high-heat environments. The enhanced thermal stability of silicone rubber ensures longer service life and reduced maintenance in temperature-critical conveyor systems.
Chemical and Oil Resistance Differences
Silicone rubber exhibits excellent resistance to a wide range of chemicals but performs poorly against oils and hydrocarbons, making it less suitable for conveyor belts exposed to oily substances. Chloroprene rubber, also known as neoprene, offers superior oil and chemical resistance, providing durability and longevity in environments where conveyor belts encounter oils, greases, and various solvents. The choice between silicone and chloroprene rubber hinges on the specific chemical exposures and oil contact expected in the conveyor belt application.
Flexibility and Wear Resistance
Silicone rubber offers excellent flexibility at low temperatures, making it ideal for applications requiring continuous bending and folding in conveyor belts. Chloroprene rubber, known for its superior wear resistance and tensile strength, provides enhanced durability against abrasion and mechanical stress. When selecting materials, conveyor systems demanding high flexibility under varying temperatures benefit more from silicone, whereas those exposed to heavy wear and impact favor chloroprene for extended service life.
Cost Analysis: Silicone vs Chloroprene
Silicone rubber generally has a higher initial cost compared to chloroprene rubber due to its superior heat resistance and flexibility, which suits extreme temperature conveyor belt applications. Chloroprene rubber offers a more cost-effective solution with good chemical resistance and durability for standard conveyor belts in moderate environments. When evaluating total lifecycle cost, silicone's longer service life and lower maintenance needs can offset its higher upfront price, whereas chloroprene provides budget-friendly performance with potentially higher replacement frequency.
Best Applications for Each Rubber Type
Silicone rubber excels in high-temperature conveyor belt applications, such as in food processing and pharmaceutical industries, due to its excellent thermal stability and FDA compliance. Chloroprene rubber is preferred for heavy-duty conveyor belts in mining and construction because of its superior abrasion resistance, oil tolerance, and weathering durability. Selecting silicone rubber enhances performance in hygienic environments, while chloroprene rubber ensures longevity and reliability in harsh industrial conditions.
Choosing the Right Rubber for Your Conveyor Belt
Silicone rubber offers excellent heat resistance, flexibility, and weathering properties, making it ideal for conveyor belts in high-temperature environments and food processing industries. Chloroprene rubber (neoprene) provides superior oil, chemical, and abrasion resistance, suitable for industrial applications where durability and resistance to harsh substances are required. Selecting the right rubber depends on operational conditions; silicone excels in extreme temperatures and sanitation, while chloroprene is preferred for resilience against oils and mechanical wear.
Infographic: Silicone rubber vs Chloroprene rubber for Conveyor belt