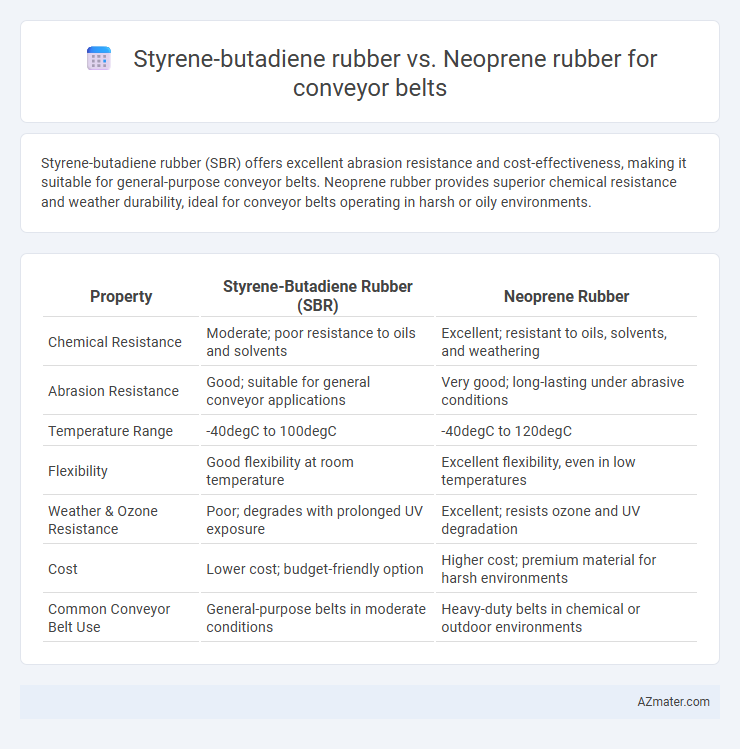
Styrene-butadiene rubber (SBR) offers excellent abrasion resistance and cost-effectiveness, making it suitable for general-purpose conveyor belts. Neoprene rubber provides superior chemical resistance and weather durability, ideal for conveyor belts operating in harsh or oily environments.
Table of Comparison
| Property | Styrene-Butadiene Rubber (SBR) | Neoprene Rubber |
|---|---|---|
| Chemical Resistance | Moderate; poor resistance to oils and solvents | Excellent; resistant to oils, solvents, and weathering |
| Abrasion Resistance | Good; suitable for general conveyor applications | Very good; long-lasting under abrasive conditions |
| Temperature Range | -40degC to 100degC | -40degC to 120degC |
| Flexibility | Good flexibility at room temperature | Excellent flexibility, even in low temperatures |
| Weather & Ozone Resistance | Poor; degrades with prolonged UV exposure | Excellent; resists ozone and UV degradation |
| Cost | Lower cost; budget-friendly option | Higher cost; premium material for harsh environments |
| Common Conveyor Belt Use | General-purpose belts in moderate conditions | Heavy-duty belts in chemical or outdoor environments |
Introduction to Conveyor Belt Materials
Styrene-butadiene rubber (SBR) and neoprene rubber are two commonly used materials in conveyor belt manufacturing, each offering distinct performance characteristics. SBR is favored for its excellent abrasion resistance and economical cost, making it suitable for general-purpose material handling applications. Neoprene provides superior chemical, oil, and weather resistance, making it ideal for conveyor belts exposed to harsh environmental conditions or aggressive substances.
Overview of Styrene-Butadiene Rubber (SBR)
Styrene-butadiene rubber (SBR) is a synthetic elastomer known for its excellent abrasion resistance, good aging stability, and cost-effectiveness, making it a popular choice for conveyor belt applications in various industries. SBR conveyor belts offer superior tensile strength and flexibility, with enhanced resistance to wear and tear under moderate heat and chemical exposure. Its balanced properties allow efficient performance in environments requiring durability and resilience, though it may be less resistant to oils and solvents compared to neoprene rubber.
Overview of Neoprene Rubber
Neoprene rubber, a synthetic elastomer known for its exceptional chemical resistance, weather durability, and flame retardancy, is widely used in conveyor belts subjected to harsh environments. It offers superior resistance to oils, acids, and ozone compared to styrene-butadiene rubber (SBR), making it ideal for industrial applications requiring enhanced longevity and reliability. Neoprene's moderate tensile strength and flexibility allow it to maintain performance under varying temperatures and mechanical stress, ensuring efficient operation in demanding conveyor belt systems.
Mechanical Properties Comparison
Styrene-butadiene rubber (SBR) offers excellent abrasion resistance and moderate tensile strength, making it suitable for conveyor belts exposed to rough handling and abrasive materials. Neoprene rubber provides superior oil, chemical resistance, and better tensile strength along with enhanced flexibility, ideal for conveyor belts operating in harsh chemical or oily environments. Both materials exhibit good mechanical durability, but SBR excels in abrasion resistance while neoprene outperforms in resilience against environmental and chemical degradation.
Resistance to Abrasion and Wear
Styrene-butadiene rubber (SBR) offers moderate abrasion resistance and is commonly used in conveyor belts handling lighter materials, while Neoprene rubber provides superior wear resistance and performs well under exposure to oils, chemicals, and extreme temperatures. Neoprene's enhanced molecular structure gives it better durability against mechanical stress, making it ideal for heavy-duty conveyor belts in harsh industrial environments. SBR is more cost-effective but may require more frequent replacement due to faster wear compared to Neoprene.
Chemical and Oil Resistance Differences
Styrene-butadiene rubber (SBR) exhibits good abrasion resistance but poor chemical and oil resistance, making it less suitable for conveyor belts exposed to harsh chemicals or petroleum products. Neoprene rubber (polychloroprene) offers superior resistance to oils, chemicals, ozone, and weathering, enhancing conveyor belt durability in industrial environments with chemical exposure. The molecular structure of neoprene provides stable chlorine content that improves chemical resistance, unlike the hydrocarbon backbone of SBR which is vulnerable to degradation by oils and solvents.
Temperature Tolerance and Thermal Stability
Styrene-butadiene rubber (SBR) offers moderate temperature tolerance, typically ranging from -40degC to 100degC, with adequate thermal stability for general conveyor belt applications. Neoprene rubber excels in thermal stability, withstanding temperatures from -40degC to 120degC and maintaining resistance to heat aging, ozone, and weathering, making it ideal for conveyor belts exposed to fluctuating or elevated temperatures. The superior temperature tolerance and enhanced thermal stability of neoprene result in longer service life and reduced maintenance costs in demanding industrial environments.
Cost Effectiveness and Availability
Styrene-butadiene rubber (SBR) offers greater cost effectiveness compared to Neoprene rubber due to its lower raw material and manufacturing expenses, making it a preferred choice for budget-sensitive conveyor belt applications. SBR is widely available globally as a synthetic rubber derived from styrene and butadiene monomers, ensuring consistent supply and reduced lead times for conveyor belt production. In contrast, Neoprene rubber, a chloroprene-based elastomer, typically commands higher prices and has more limited availability, which can increase overall conveyor belt costs and complicate procurement logistics.
Typical Applications in Conveyor Belts
Styrene-butadiene rubber (SBR) is commonly used in conveyor belts for general-purpose material handling due to its excellent abrasion resistance and cost-effectiveness, making it suitable for applications in mining, quarrying, and bulk material transport. Neoprene rubber, known for its superior chemical resistance, weathering ability, and oil resistance, is preferred in conveyor belts operating in harsh environments involving exposure to oils, greases, and outdoor conditions, such as food processing and chemical industries. The choice between SBR and Neoprene depends on specific operational demands, with SBR favored for durability in abrasive settings and Neoprene for enhanced resistance to chemicals and extreme temperatures.
Choosing the Right Rubber for Your Conveyor Belt
Styrene-butadiene rubber (SBR) offers excellent abrasion resistance and cost-effectiveness, making it suitable for conveyor belts handling general materials with moderate wear. Neoprene rubber provides superior resistance to oils, chemicals, and weathering, ideal for conveyor belts operating in harsh environments or exposed to corrosive substances. Selecting the right rubber depends on the specific operating conditions, such as temperature range, chemical exposure, and mechanical wear requirements of the conveyor system.
Infographic: Styrene-butadiene rubber vs Neoprene rubber for Conveyor belt