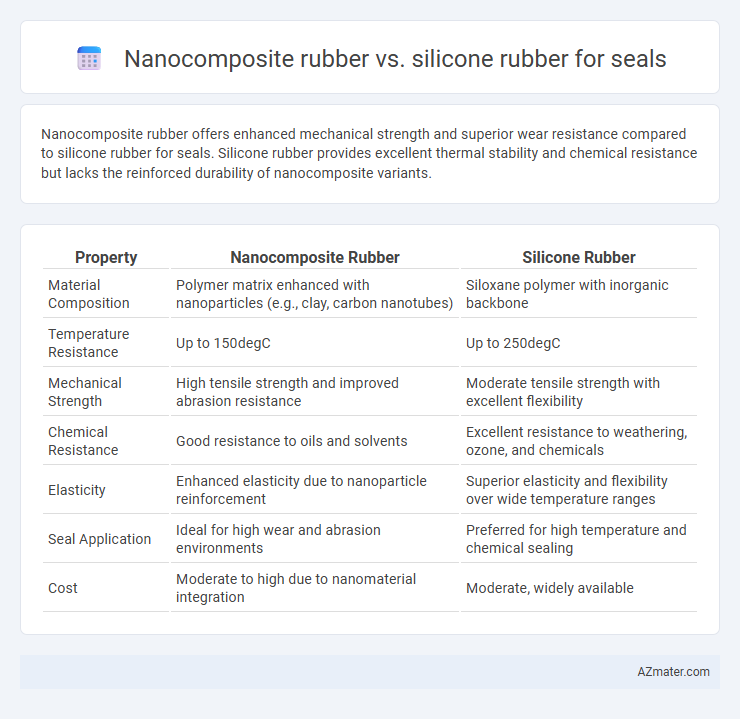
Nanocomposite rubber offers enhanced mechanical strength and superior wear resistance compared to silicone rubber for seals. Silicone rubber provides excellent thermal stability and chemical resistance but lacks the reinforced durability of nanocomposite variants.
Table of Comparison
| Property | Nanocomposite Rubber | Silicone Rubber |
|---|---|---|
| Material Composition | Polymer matrix enhanced with nanoparticles (e.g., clay, carbon nanotubes) | Siloxane polymer with inorganic backbone |
| Temperature Resistance | Up to 150degC | Up to 250degC |
| Mechanical Strength | High tensile strength and improved abrasion resistance | Moderate tensile strength with excellent flexibility |
| Chemical Resistance | Good resistance to oils and solvents | Excellent resistance to weathering, ozone, and chemicals |
| Elasticity | Enhanced elasticity due to nanoparticle reinforcement | Superior elasticity and flexibility over wide temperature ranges |
| Seal Application | Ideal for high wear and abrasion environments | Preferred for high temperature and chemical sealing |
| Cost | Moderate to high due to nanomaterial integration | Moderate, widely available |
Introduction to Seal Materials
Nanocomposite rubber and silicone rubber are widely used seal materials, each offering distinct advantages based on composition and application. Nanocomposite rubber incorporates nanoscale fillers such as silica or carbon nanotubes to enhance mechanical strength, thermal stability, and chemical resistance, making it ideal for demanding sealing environments. Silicone rubber provides excellent flexibility, wide temperature tolerance (-60degC to 230degC), and resistance to UV, ozone, and various chemicals, proving advantageous for seals in automotive, aerospace, and medical industries.
Overview of Nanocomposite Rubber
Nanocomposite rubber integrates nanoscale fillers like silica or carbon nanotubes into a polymer matrix, enhancing mechanical strength, thermal stability, and chemical resistance compared to conventional silicone rubber. This advanced material exhibits improved wear resistance and reduced gas permeability, making it ideal for high-performance sealing applications in automotive, aerospace, and industrial sectors. Nanocomposite rubber's optimized molecular structure enables superior durability and elasticity, outperforming traditional silicone rubber in extreme environmental conditions.
Properties of Silicone Rubber
Silicone rubber exhibits excellent thermal stability, maintaining flexibility and performance in temperatures ranging from -60degC to 230degC, making it ideal for sealing applications in extreme environments. Its superior chemical resistance to ozone, UV radiation, and a wide range of solvents ensures long-lasting durability and reliable sealing in harsh conditions. Additionally, silicone rubber offers outstanding elasticity and compressibility, providing effective sealing under dynamic stress and repeated compression cycles.
Mechanical Strength Comparison
Nanocomposite rubber exhibits superior mechanical strength compared to silicone rubber, offering enhanced tensile and tear resistance due to the incorporation of nanofillers such as carbon nanotubes or silica nanoparticles. Silicone rubber provides excellent flexibility and temperature stability but generally has lower tensile strength and wear resistance. The integration of nanocomposite materials in rubber seals significantly improves durability and mechanical performance in demanding industrial applications.
Chemical and Thermal Resistance
Nanocomposite rubber exhibits superior chemical resistance compared to traditional silicone rubber, effectively withstanding aggressive solvents, oils, and acids due to its enhanced cross-linking and filler dispersion. Its thermal resistance also surpasses silicone rubber, maintaining structural integrity and elasticity at temperatures exceeding 300degC, which is critical for high-performance sealing applications. Silicone rubber offers good thermal stability up to approximately 200-250degC but falls short in harsh chemical environments, making nanocomposite rubber a better choice for demanding chemical and thermal sealing conditions.
Durability and Longevity
Nanocomposite rubber exhibits superior durability and longevity compared to silicone rubber seals due to its enhanced resistance to abrasion, chemical exposure, and thermal degradation. The incorporation of nanoparticles strengthens the rubber matrix, significantly improving mechanical properties and extending service life in harsh environments. Silicone rubber, while flexible and resistant to extreme temperatures, generally shows faster wear and less resilience under abrasive and chemically aggressive conditions.
Application Suitability in Different Industries
Nanocomposite rubber offers enhanced mechanical strength, thermal stability, and chemical resistance, making it ideal for automotive and aerospace seals subjected to extreme temperatures and harsh chemicals. Silicone rubber excels in healthcare and food processing industries due to its superior biocompatibility, flexibility, and resistance to sterilization processes. Both materials serve critical roles in sealing applications, with nanocomposite rubber favoring high-performance industrial environments and silicone rubber preferred for hygiene-sensitive and temperature-variable conditions.
Cost and Manufacturing Considerations
Nanocomposite rubber offers enhanced mechanical properties and durability compared to conventional silicone rubber, often allowing for reduced material usage and lower overall production costs despite slightly higher raw material expenses. Silicone rubber provides excellent thermal stability and flexibility, with simpler manufacturing processes that contribute to lower labor and processing costs in large-scale production. Cost-effectiveness in seal applications depends on the required performance specifications and production volume, where nanocomposite rubber may offer long-term savings through improved wear resistance, while silicone rubber enables faster, less complex manufacturing.
Environmental Impact and Sustainability
Nanocomposite rubber exhibits enhanced durability and resistance to environmental degradation, reducing the frequency of seal replacements and minimizing waste generation compared to conventional silicone rubber. Silicone rubber, while highly resistant to temperature and chemical exposure, poses challenges in biodegradability and recycling processes due to its synthetic polymer structure. The integration of nanomaterials in rubber seals promotes sustainability by improving mechanical performance, extending service life, and enabling more efficient resource utilization in industrial applications.
Choosing the Right Seal Material: Key Factors
Nanocomposite rubber offers enhanced mechanical strength, chemical resistance, and thermal stability compared to traditional silicone rubber, making it ideal for seals exposed to extreme environments. Silicone rubber provides excellent flexibility, temperature tolerance from -60degC to 230degC, and superior sealing for applications requiring biocompatibility and weather resistance. Key factors in choosing the right seal material include operating temperature range, chemical exposure, mechanical stress, and environmental conditions to ensure optimal performance and longevity.
Infographic: Nanocomposite rubber vs Silicone rubber for Seal