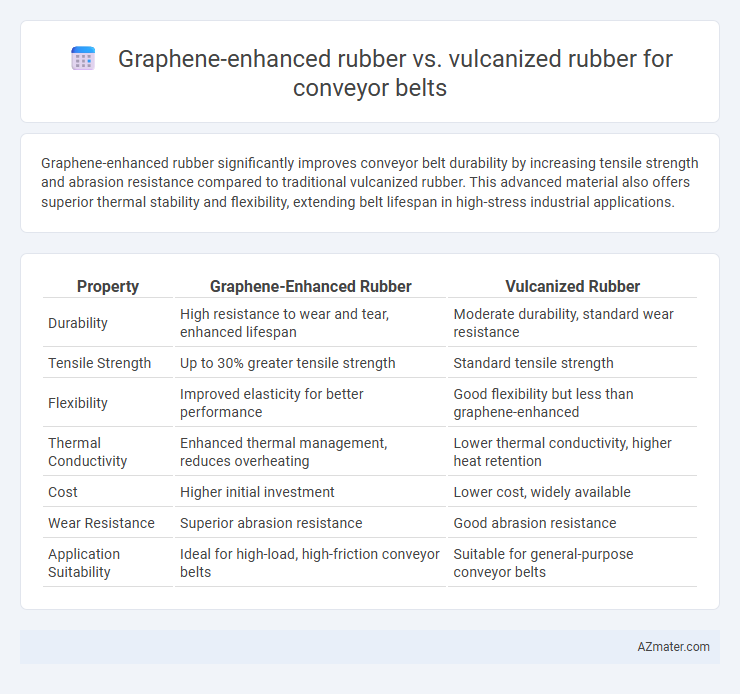
Graphene-enhanced rubber significantly improves conveyor belt durability by increasing tensile strength and abrasion resistance compared to traditional vulcanized rubber. This advanced material also offers superior thermal stability and flexibility, extending belt lifespan in high-stress industrial applications.
Table of Comparison
| Property | Graphene-Enhanced Rubber | Vulcanized Rubber |
|---|---|---|
| Durability | High resistance to wear and tear, enhanced lifespan | Moderate durability, standard wear resistance |
| Tensile Strength | Up to 30% greater tensile strength | Standard tensile strength |
| Flexibility | Improved elasticity for better performance | Good flexibility but less than graphene-enhanced |
| Thermal Conductivity | Enhanced thermal management, reduces overheating | Lower thermal conductivity, higher heat retention |
| Cost | Higher initial investment | Lower cost, widely available |
| Wear Resistance | Superior abrasion resistance | Good abrasion resistance |
| Application Suitability | Ideal for high-load, high-friction conveyor belts | Suitable for general-purpose conveyor belts |
Introduction to Conveyor Belt Materials
Graphene-enhanced rubber offers superior tensile strength, thermal conductivity, and wear resistance compared to traditional vulcanized rubber used in conveyor belt applications. Incorporating graphene significantly improves flexibility and durability, resulting in extended service life under harsh operational conditions. Vulcanized rubber remains popular for its cost-effectiveness and established performance but lacks the advanced mechanical and chemical properties provided by graphene reinforcement.
What is Vulcanized Rubber?
Vulcanized rubber is a chemically treated elastomer that undergoes a curing process involving sulfur or other curatives to enhance its strength, elasticity, and durability, making it ideal for conveyor belt applications. This treatment improves resistance to abrasion, heat, and chemical exposure, ensuring longer service life in demanding environments. Compared to graphene-enhanced rubber, vulcanized rubber offers established performance but may lack the advanced conductivity and mechanical reinforcement provided by graphene additives.
Overview of Graphene-Enhanced Rubber
Graphene-enhanced rubber incorporates graphene nanoplatelets, significantly improving mechanical strength, thermal conductivity, and wear resistance compared to traditional vulcanized rubber used in conveyor belts. This advanced composite material offers enhanced durability and flexibility under high stress and temperature conditions, extending conveyor belt lifespan and reducing maintenance costs. Its superior crack resistance and lightweight properties make graphene-enhanced rubber an innovative solution for industrial conveyor systems demanding high performance.
Mechanical Strength Comparison
Graphene-enhanced rubber exhibits significantly higher tensile strength and elasticity compared to vulcanized rubber, resulting in improved resistance to wear and tear on conveyor belts. The addition of graphene nanosheets enhances load-bearing capacity by increasing the material's stiffness and durability under dynamic stress conditions. This leads to a longer lifespan and reduced maintenance costs for conveyor systems operating in demanding industrial environments.
Abrasion and Wear Resistance
Graphene-enhanced rubber exhibits significantly improved abrasion and wear resistance compared to traditional vulcanized rubber in conveyor belt applications. The integration of graphene nanosheets reinforces the rubber matrix, reducing surface degradation and extending operational lifespan under high-friction conditions. This advanced composite material enhances durability, minimizes maintenance frequency, and maintains structural integrity in demanding industrial environments.
Flexibility and Durability Differences
Graphene-enhanced rubber offers superior flexibility compared to vulcanized rubber, allowing conveyor belts to bend without cracking under heavy loads or prolonged use. The incorporation of graphene significantly improves durability by enhancing resistance to abrasion, heat, and chemical degradation, thereby extending the conveyor belt's service life. Vulcanized rubber, while strong, typically lacks the nanoscale reinforcement properties that graphene provides, leading to faster wear and reduced flexibility over time.
Thermal and Chemical Stability
Graphene-enhanced rubber exhibits superior thermal stability compared to vulcanized rubber, maintaining structural integrity at temperatures exceeding 300degC, which significantly reduces heat-related degradation in conveyor belts. Its chemical stability is enhanced by the graphene's resistance to oxidation and corrosive substances, leading to prolonged belt lifespan when exposed to harsh industrial chemicals and oils. Vulcanized rubber, while durable, typically degrades faster under high thermal stress and chemical exposure, resulting in more frequent maintenance and replacement cycles for conveyor systems.
Energy Efficiency and Weight Considerations
Graphene-enhanced rubber for conveyor belts offers superior energy efficiency due to its reduced rolling resistance and improved tensile strength, enabling lower power consumption during operation. Compared to vulcanized rubber, graphene composites provide a lighter material composition, contributing to decreased overall conveyor system weight and enhanced load handling capacity. These advancements result in longer service life and reduced maintenance costs, making graphene-enhanced rubber a more sustainable and cost-effective choice for industrial conveyor applications.
Cost Analysis and Scalability
Graphene-enhanced rubber offers superior mechanical strength and durability for conveyor belts, potentially reducing maintenance costs despite a higher initial material price compared to vulcanized rubber. The scalability of graphene-enhanced composites is currently limited by production challenges and higher raw material costs, whereas vulcanized rubber benefits from well-established, cost-efficient manufacturing processes enabling large-scale production. Overall, vulcanized rubber remains more cost-effective and accessible for mass deployment, while graphene-enhanced rubber is positioned as a premium option for applications requiring enhanced performance and longer service life.
Future Prospects and Industry Applications
Graphene-enhanced rubber offers superior tensile strength, thermal conductivity, and wear resistance compared to traditional vulcanized rubber, positioning it for advanced conveyor belt applications in high-demand industries such as mining, oil and gas, and manufacturing. The incorporation of graphene enhances durability and reduces maintenance frequency, driving down operational costs and extending conveyor belt lifespan. Emerging trends indicate that graphene composites will play a crucial role in developing smart conveyor systems with integrated sensors for real-time performance monitoring and predictive maintenance.
Infographic: Graphene-enhanced rubber vs Vulcanized rubber for Conveyor belt