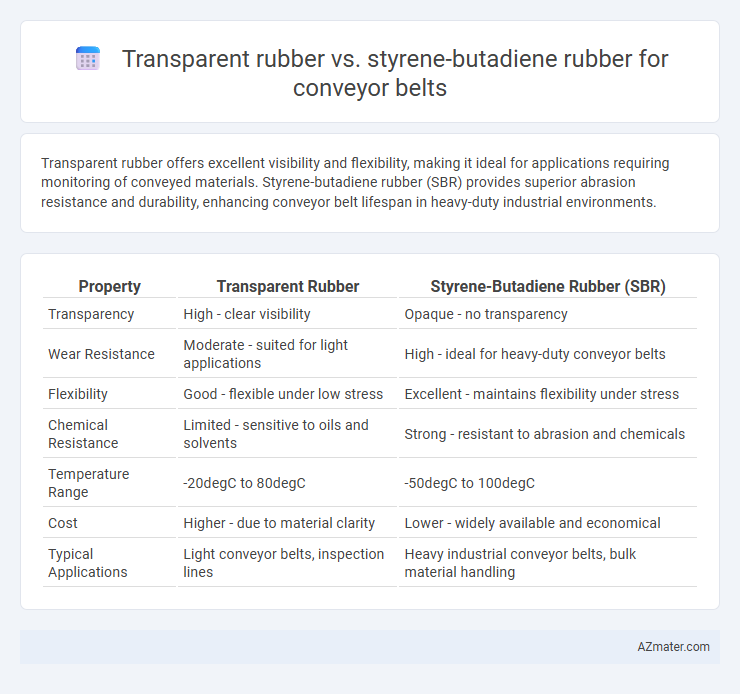
Transparent rubber offers excellent visibility and flexibility, making it ideal for applications requiring monitoring of conveyed materials. Styrene-butadiene rubber (SBR) provides superior abrasion resistance and durability, enhancing conveyor belt lifespan in heavy-duty industrial environments.
Table of Comparison
| Property | Transparent Rubber | Styrene-Butadiene Rubber (SBR) |
|---|---|---|
| Transparency | High - clear visibility | Opaque - no transparency |
| Wear Resistance | Moderate - suited for light applications | High - ideal for heavy-duty conveyor belts |
| Flexibility | Good - flexible under low stress | Excellent - maintains flexibility under stress |
| Chemical Resistance | Limited - sensitive to oils and solvents | Strong - resistant to abrasion and chemicals |
| Temperature Range | -20degC to 80degC | -50degC to 100degC |
| Cost | Higher - due to material clarity | Lower - widely available and economical |
| Typical Applications | Light conveyor belts, inspection lines | Heavy industrial conveyor belts, bulk material handling |
Introduction to Conveyor Belt Rubber Materials
Conveyor belt rubber materials primarily consist of transparent rubber and styrene-butadiene rubber (SBR), each offering distinct properties for industrial applications. Transparent rubber provides excellent flexibility and chemical resistance, making it suitable for environments requiring easy inspection and contamination control. Styrene-butadiene rubber is valued for its high abrasion resistance, durability, and cost-effectiveness, making it ideal for heavy-duty conveyor systems in mining and manufacturing sectors.
What is Transparent Rubber?
Transparent rubber, characterized by its clarity and flexibility, is made from silicone or polyurethane materials, offering excellent resistance to UV rays and chemicals, making it ideal for conveyor belt applications requiring visibility and contamination control. Styrene-butadiene rubber (SBR), a synthetic rubber commonly used for conveyor belts, provides strong abrasion resistance and durability but lacks the translucency and aesthetic appeal of transparent rubber. Conveyor systems benefiting from transparent rubber experience enhanced monitoring of belt conditions, minimizing maintenance downtime compared to traditional SBR belts.
Understanding Styrene-Butadiene Rubber (SBR)
Styrene-Butadiene Rubber (SBR) is a synthetic rubber commonly used in conveyor belts due to its excellent abrasion resistance, aging stability, and cost-effectiveness compared to transparent rubber. SBR offers superior tensile strength and resistance to heat and oil, making it ideal for heavy-duty conveyor belt applications in mining and industrial environments. Its molecular structure enhances durability under continuous stress, outperforming transparent rubber, which is typically limited to applications requiring flexibility and aesthetic clarity.
Comparative Physical Properties: Transparent Rubber vs SBR
Transparent rubber offers superior clarity and flexibility compared to Styrene-butadiene rubber (SBR), making it ideal for conveyor belts requiring visibility and elasticity. SBR exhibits enhanced abrasion resistance, tensile strength, and aging stability, which ensures durability under heavy loads and harsh conditions. The choice between transparent rubber and SBR for conveyor belts depends on the need for visual inspection versus demanding mechanical performance.
Chemical Resistance and Durability
Transparent rubber offers superior chemical resistance against oils, solvents, and acids, making it ideal for conveyor belts exposed to aggressive substances, while Styrene-butadiene rubber (SBR) provides good abrasion resistance but lower resistance to chemicals. SBR exhibits high durability under mechanical stress and heat, suitable for general-purpose conveyor belts in dry environments. Choosing transparent rubber enhances longevity and performance in chemically intensive settings, whereas SBR is cost-effective for applications prioritizing wear resistance over chemical exposure.
Performance in Conveyor Belt Applications
Transparent rubber offers excellent visual inspection capabilities and moderate abrasion resistance, making it suitable for conveyor belts in industries requiring contamination monitoring. Styrene-butadiene rubber (SBR) provides superior wear resistance, enhanced durability, and improved grip, which extends conveyor belt lifespan under heavy loads and harsh operating conditions. The choice between these rubbers depends on specific performance needs, with SBR favored for heavy-duty applications and transparent rubber for hygiene-sensitive environments.
Cost-Effectiveness and Availability
Transparent rubber offers moderate cost-effectiveness but is less commonly available compared to Styrene-butadiene rubber (SBR), which is widely produced and economically priced for conveyor belt applications. SBR delivers consistent performance with enhanced abrasion resistance at a lower cost, making it a preferred choice in industrial settings requiring bulk material handling. The broader availability and competitive pricing of SBR make it the more practical option for large-scale conveyor belt manufacturing and maintenance.
Environmental Impact and Sustainability
Transparent rubber offers a lower environmental impact compared to Styrene-butadiene rubber (SBR) due to its potential for biodegradability and reduced reliance on petrochemical sources. SBR, derived from synthetic polymers, contributes to higher carbon emissions and challenges in recyclability during conveyor belt production. Emphasizing sustainability, transparent rubber supports eco-friendly conveyor applications by minimizing waste and promoting material recovery within industrial recycling systems.
Industry-Specific Use Cases
Transparent rubber offers superior visual inspection capabilities for conveyor belts in industries like food processing and pharmaceuticals, where contamination detection is critical. Styrene-butadiene rubber (SBR) excels in heavy-duty mining and construction applications due to its high abrasion resistance and durability under harsh conditions. Selection depends on application-specific needs: transparent rubber ensures hygiene compliance and defect monitoring, while SBR provides mechanical robustness and cost efficiency in abrasive environments.
Conclusion: Choosing the Right Rubber for Conveyor Belts
Transparent rubber offers excellent visibility and chemical resistance, making it ideal for conveyors in food processing or pharmaceutical industries where inspection and hygiene are critical. Styrene-butadiene rubber (SBR) provides superior abrasion resistance and durability, well-suited for heavy-duty conveyor belts in mining and industrial applications. Selecting the right rubber depends on the specific operational environment, with transparent rubber favored for clean, low-impact settings and SBR preferred for rugged, high-wear conditions.
Infographic: Transparent rubber vs Styrene-butadiene rubber for Conveyor belt