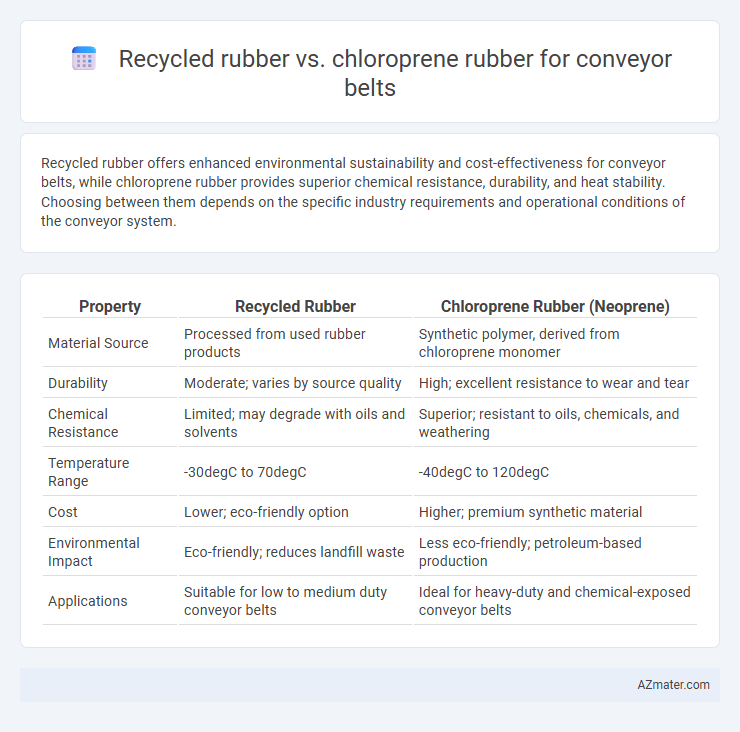
Recycled rubber offers enhanced environmental sustainability and cost-effectiveness for conveyor belts, while chloroprene rubber provides superior chemical resistance, durability, and heat stability. Choosing between them depends on the specific industry requirements and operational conditions of the conveyor system.
Table of Comparison
| Property | Recycled Rubber | Chloroprene Rubber (Neoprene) |
|---|---|---|
| Material Source | Processed from used rubber products | Synthetic polymer, derived from chloroprene monomer |
| Durability | Moderate; varies by source quality | High; excellent resistance to wear and tear |
| Chemical Resistance | Limited; may degrade with oils and solvents | Superior; resistant to oils, chemicals, and weathering |
| Temperature Range | -30degC to 70degC | -40degC to 120degC |
| Cost | Lower; eco-friendly option | Higher; premium synthetic material |
| Environmental Impact | Eco-friendly; reduces landfill waste | Less eco-friendly; petroleum-based production |
| Applications | Suitable for low to medium duty conveyor belts | Ideal for heavy-duty and chemical-exposed conveyor belts |
Introduction to Conveyor Belt Materials
Recycled rubber and chloroprene rubber are two commonly used materials in conveyor belt manufacturing, each offering distinct advantages in durability and environmental impact. Recycled rubber provides a sustainable solution with strong abrasion resistance, making it suitable for general material handling applications. Chloroprene rubber, known for its excellent chemical resistance and weatherability, is preferred in industries requiring exposure to oils, ozone, and extreme temperatures.
Overview of Recycled Rubber
Recycled rubber offers an eco-friendly and cost-effective alternative for conveyor belts, derived from repurposed tires and industrial scraps that enhance sustainability by reducing landfill waste. It provides good abrasion resistance and flexibility, though it generally exhibits lower chemical and heat resistance compared to chloroprene rubber. This makes recycled rubber suitable for applications where moderate durability and environmental benefits are prioritized over the specialized performance characteristics of chloroprene.
What is Chloroprene Rubber?
Chloroprene rubber, also known as neoprene, is a synthetic elastomer widely used in conveyor belts for its excellent resistance to oils, chemicals, and weathering. Compared to recycled rubber, chloroprene offers superior durability, tensile strength, and resistance to heat and abrasion, making it ideal for demanding industrial environments. Its balanced properties ensure longer service life and reduced maintenance in conveyor belt applications.
Environmental Impact: Recycled vs Chloroprene Rubber
Recycled rubber conveyor belts significantly reduce environmental impact by diverting waste from landfills and decreasing reliance on virgin materials, promoting circular economy principles. Chloroprene rubber, while offering durability and chemical resistance, involves energy-intensive production and emits higher levels of greenhouse gases, contributing to a larger carbon footprint. Choosing recycled rubber enhances sustainability efforts through lower resource consumption and reduced ecological hazards associated with rubber manufacturing processes.
Mechanical Properties Comparison
Recycled rubber conveyor belts offer excellent impact resistance and good flexibility but typically show lower tensile strength and abrasion resistance compared to chloroprene rubber belts. Chloroprene rubber (Neoprene) conveyor belts exhibit superior mechanical properties, including higher tensile strength, better elongation at break, and enhanced resistance to oil, chemicals, and weathering. For industrial applications demanding durability and mechanical robustness, chloroprene rubber provides greater longevity and performance under harsh conditions than recycled rubber alternatives.
Durability and Wear Resistance
Recycled rubber conveyor belts offer good environmental benefits but typically exhibit lower durability and wear resistance compared to chloroprene rubber, which is known for its exceptional resistance to abrasion, weathering, and chemical exposure. Chloroprene rubber's molecular structure provides superior longevity under harsh operating conditions, reducing maintenance frequency and downtime. Industries requiring high-performance conveyor belts often prefer chloroprene for its proven ability to withstand continuous mechanical stress and environmental degradation.
Cost Efficiency and Availability
Recycled rubber offers significant cost efficiency for conveyor belts due to its lower price and availability from repurposed tire and industrial waste sources. Chloroprene rubber, while more expensive, provides superior durability and chemical resistance but may face limited availability compared to recycled rubber, impacting supply consistency. Selecting recycled rubber enhances budget control in large-scale conveyor applications, whereas chloroprene suits specialized environments demanding enhanced performance despite higher costs.
Safety and Compliance Considerations
Recycled rubber conveyor belts offer environmental benefits but may pose challenges in meeting stringent safety and chemical compliance standards due to variable material properties. Chloroprene rubber, known for its superior resistance to oil, heat, and abrasion, consistently complies with industrial safety regulations like OSHA and REACH, making it a reliable choice for hazardous environments. Selecting chloroprene rubber ensures enhanced durability and adherence to industry certification requirements critical for maintaining workplace safety.
Industry Applications: Who Uses What?
Recycled rubber conveyor belts are widely used in industries such as mining, agriculture, and waste management due to their cost-effectiveness and environmental benefits. Chloroprene rubber belts dominate sectors requiring chemical resistance and durability under harsh conditions, including petroleum, chemical processing, and marine applications. Industrial users prioritize recycled rubber for sustainability and budget constraints, while chloroprene rubber is preferred for heavy-duty performance and resistance to oil, weathering, and ozone.
Making the Right Choice for Your Conveyor Belt
Choosing between recycled rubber and chloroprene rubber for conveyor belts requires evaluating durability, environmental impact, and cost. Recycled rubber offers eco-friendly benefits and cost savings but may lack the consistent resilience and chemical resistance found in chloroprene rubber, which excels in oil, weather, and abrasion resistance. Assessing the conveyor's operational environment and performance demands ensures the right material delivers optimal longevity and efficiency.
Infographic: Recycled rubber vs Chloroprene rubber for Conveyor belt