Nanocomposite rubber offers enhanced mechanical strength, improved thermal stability, and superior chemical resistance compared to traditional nitrile rubber, making it ideal for demanding industrial hose applications. Its nano-reinforced structure significantly extends hose durability and performance under extreme conditions.
Table of Comparison
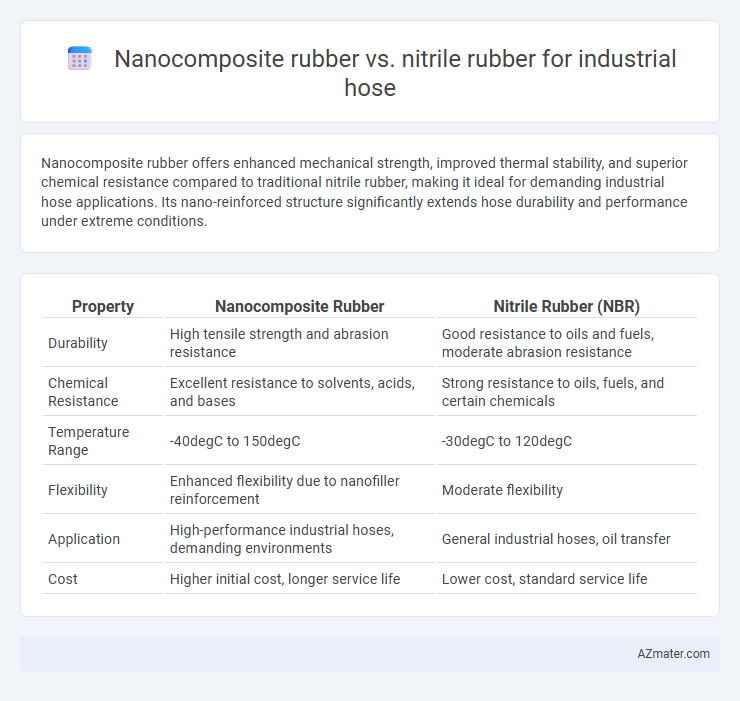
| Property | Nanocomposite Rubber | Nitrile Rubber (NBR) |
|---|---|---|
| Durability | High tensile strength and abrasion resistance | Good resistance to oils and fuels, moderate abrasion resistance |
| Chemical Resistance | Excellent resistance to solvents, acids, and bases | Strong resistance to oils, fuels, and certain chemicals |
| Temperature Range | -40degC to 150degC | -30degC to 120degC |
| Flexibility | Enhanced flexibility due to nanofiller reinforcement | Moderate flexibility |
| Application | High-performance industrial hoses, demanding environments | General industrial hoses, oil transfer |
| Cost | Higher initial cost, longer service life | Lower cost, standard service life |
Introduction to Industrial Hose Materials
Nanocomposite rubber offers enhanced mechanical strength, thermal stability, and chemical resistance compared to traditional nitrile rubber, making it highly suitable for industrial hose applications. Nitrile rubber, widely used for its excellent oil and fuel resistance, provides flexibility and durability, but may lack the superior wear resistance and longevity found in nanocomposite materials. Industrial hoses crafted from nanocomposite rubber demonstrate improved performance in harsh environments, extending service life and reducing maintenance costs.
Overview of Nanocomposite Rubber
Nanocomposite rubber integrates nanoscale fillers such as nanoclays, carbon nanotubes, or graphene into a polymer matrix, significantly enhancing mechanical strength, thermal stability, and chemical resistance compared to traditional nitrile rubber. This advanced material offers superior durability and abrasion resistance, making it ideal for demanding industrial hose applications exposed to harsh chemicals, oils, and extreme temperatures. Nanocomposite rubber's improved barrier properties and extended service life reduce maintenance costs and downtime in industrial operations.
What is Nitrile Rubber?
Nitrile rubber (NBR) is a synthetic elastomer known for its excellent resistance to petroleum-based oils, fuels, and chemicals, making it a preferred material for industrial hoses in automotive, oil, and gas industries. Its molecular structure, containing acrylonitrile and butadiene monomers, provides superior abrasion resistance and temperature tolerance compared to natural rubber. Nanocomposite rubber enhances these properties by incorporating nanoparticles to improve strength, durability, and barrier performance, surpassing traditional nitrile rubber in demanding industrial applications.
Key Mechanical Properties Comparison
Nanocomposite rubber exhibits superior tensile strength, enhanced abrasion resistance, and improved elasticity compared to nitrile rubber, making it ideal for high-performance industrial hose applications. Nitrile rubber offers excellent oil and chemical resistance but generally falls short in mechanical durability and flexibility under extreme conditions. The nanofillers in nanocomposite rubber reinforce the polymer matrix, resulting in improved tear resistance and longer service life for industrial hoses exposed to harsh environments.
Chemical Resistance: Nanocomposite vs Nitrile Rubber
Nanocomposite rubber exhibits superior chemical resistance compared to traditional nitrile rubber, providing enhanced durability against oils, fuels, and solvents commonly encountered in industrial hose applications. The incorporation of nanomaterials improves the barrier properties and resistance to swelling and degradation in harsh chemical environments. Nitrile rubber remains effective for moderate chemical exposure but lacks the advanced performance characteristics of nanocomposite blends under aggressive chemical conditions.
Flexibility and Durability in Industrial Applications
Nanocomposite rubber offers enhanced flexibility and superior durability compared to traditional nitrile rubber, making it ideal for industrial hose applications that require high resistance to abrasion and extreme temperatures. The incorporation of nanomaterials improves the mechanical strength and elongation properties, allowing nanocomposite hoses to withstand repeated bending and harsh operational environments without cracking. Nitrile rubber remains effective for oil and chemical resistance but falls short in long-term flexibility and wear resistance when compared to nanocomposite rubber in demanding industrial settings.
Temperature Stability and Performance
Nanocomposite rubber exhibits superior temperature stability compared to nitrile rubber, maintaining its mechanical properties in extreme thermal conditions ranging from -40degC to 150degC. The incorporation of nanofillers enhances resistance to thermal degradation and improves durability, making it ideal for industrial hoses exposed to fluctuating or high temperatures. Nitrile rubber, while effective for oil and fuel resistance, typically operates within a narrower temperature range of -30degC to 120degC, limiting its performance under high-heat applications.
Cost Analysis and Economic Impact
Nanocomposite rubber offers enhanced durability and chemical resistance compared to traditional nitrile rubber, leading to longer service life and reduced replacement frequency for industrial hoses. Although the initial cost of nanocomposite rubber is higher due to advanced material processing and filler incorporation, the lower maintenance and downtime expenses generate significant long-term savings. Economic impact analysis shows that industries investing in nanocomposite rubber hoses benefit from improved operational efficiency and overall cost-effectiveness despite the upfront price differential.
Sustainability and Environmental Considerations
Nanocomposite rubber offers enhanced durability and thermal stability compared to traditional nitrile rubber, extending the lifespan of industrial hoses and reducing waste generation. Its incorporation of nanomaterials improves resistance to chemical degradation and abrasion, decreasing the frequency of replacements and associated environmental impact. Nitrile rubber, while cost-effective, tends to have a shorter service life and lower recyclability, leading to increased resource consumption and landfill contributions over time.
Choosing the Best Material for Industrial Hoses
Nanocomposite rubber offers enhanced mechanical strength, superior abrasion resistance, and improved chemical stability compared to traditional nitrile rubber, making it ideal for demanding industrial hose applications. Nitrile rubber remains favored for its excellent oil and fuel resistance, flexibility, and cost-effectiveness, particularly in less extreme environments. Selecting the best material depends on the specific operating conditions, such as temperature range, chemical exposure, and mechanical stress, where nanocomposite rubber excels in high-performance scenarios requiring extended hose lifespan.
Infographic: Nanocomposite rubber vs Nitrile rubber for Industrial hose