Polyurethane rubber offers superior abrasion resistance and flexibility compared to Neoprene rubber, making it ideal for conveyor belts handling sharp or abrasive materials. Neoprene rubber provides excellent chemical and weather resistance, suitable for conveyor belts exposed to oils, greases, and harsh environmental conditions.
Table of Comparison
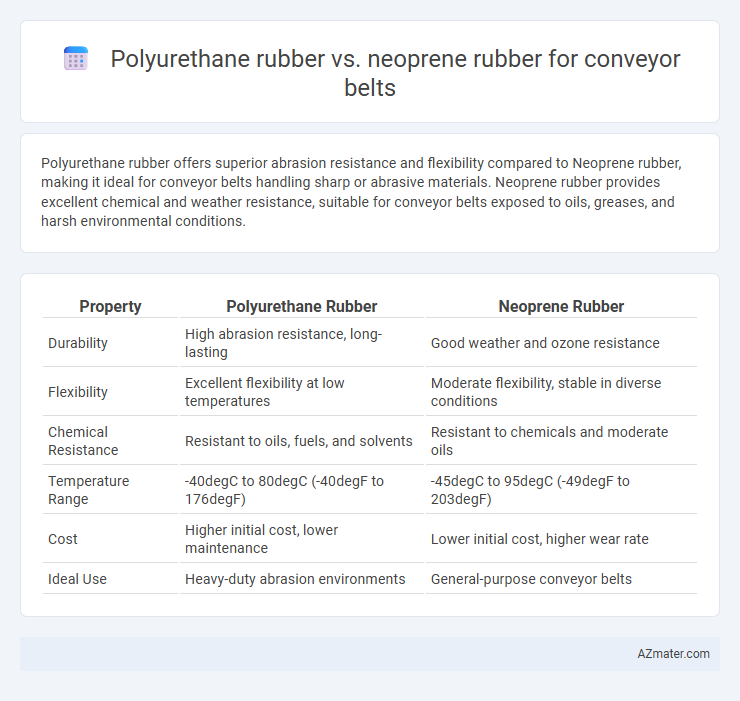
| Property | Polyurethane Rubber | Neoprene Rubber |
|---|---|---|
| Durability | High abrasion resistance, long-lasting | Good weather and ozone resistance |
| Flexibility | Excellent flexibility at low temperatures | Moderate flexibility, stable in diverse conditions |
| Chemical Resistance | Resistant to oils, fuels, and solvents | Resistant to chemicals and moderate oils |
| Temperature Range | -40degC to 80degC (-40degF to 176degF) | -45degC to 95degC (-49degF to 203degF) |
| Cost | Higher initial cost, lower maintenance | Lower initial cost, higher wear rate |
| Ideal Use | Heavy-duty abrasion environments | General-purpose conveyor belts |
Introduction to Conveyor Belt Materials
Polyurethane rubber and neoprene rubber are widely used materials for conveyor belts, each offering distinct performance benefits. Polyurethane rubber provides excellent abrasion resistance and flexibility, making it ideal for industries requiring durability against sharp or abrasive materials. Neoprene rubber offers superior chemical resistance and temperature stability, suitable for environments exposed to oils, solvents, and extreme temperatures.
Overview of Polyurethane Rubber
Polyurethane rubber offers exceptional abrasion resistance and high tensile strength, making it ideal for heavy-duty conveyor belt applications where durability is crucial. Its chemical resistance to oils, grease, and solvents surpasses that of neoprene rubber, extending the conveyor belt's operational lifespan in harsh industrial environments. Polyurethane's flexibility and resistance to tearing also contribute to reduced maintenance costs and improved performance compared to neoprene-based alternatives.
Overview of Neoprene Rubber
Neoprene rubber offers excellent resistance to oil, chemicals, and weathering, making it a preferred material for conveyor belts in harsh industrial environments. Its moderate abrasion resistance and flexibility enable smooth operation under a wide temperature range from -40degC to 120degC. Neoprene conveyor belts provide durability and reliable performance in applications involving abrasive materials and exposure to oils or ozone.
Mechanical Properties Comparison
Polyurethane rubber offers superior abrasion resistance and higher tensile strength compared to neoprene rubber, making it ideal for conveyor belts exposed to abrasive materials. Neoprene rubber exhibits better resistance to oils, chemicals, and weathering, providing enhanced durability in harsh environmental conditions. Both materials maintain good elasticity, but polyurethane's higher tear resistance ensures longer service life under mechanical stress.
Chemical and Environmental Resistance
Polyurethane rubber exhibits excellent resistance to oil, grease, and abrasion, making it highly effective against chemical exposure in conveyor belt applications. Neoprene rubber offers superior resistance to weathering, ozone, and chlorine, providing enhanced environmental durability. Both materials perform well in specific chemical and environmental conditions, with polyurethane excelling in mechanical wear and neoprene in outdoor exposure.
Wear and Abrasion Performance
Polyurethane rubber exhibits superior wear and abrasion resistance compared to Neoprene rubber, making it highly suitable for conveyor belts exposed to abrasive materials and high-friction environments. The enhanced durability of Polyurethane extends conveyor belt lifespan by reducing surface degradation and maintaining structural integrity under heavy loads. Neoprene rubber offers moderate wear resistance but tends to degrade faster under continuous abrasive stress, leading to more frequent maintenance and replacement.
Flexibility and Temperature Range
Polyurethane rubber offers superior flexibility for conveyor belts, maintaining elasticity across a wide temperature range from -40degC to 80degC, making it ideal for dynamic applications. Neoprene rubber provides good flexibility but is generally effective within a narrower temperature range of -30degC to 70degC, with better resistance to oil and weathering. Choosing between polyurethane and neoprene depends on the required flexibility performance and the specific operating temperature conditions of the conveyor belt system.
Cost Efficiency Analysis
Polyurethane rubber offers superior abrasion resistance and longer service life compared to Neoprene rubber, resulting in lower replacement frequency and reduced downtime costs for conveyor belts. Neoprene rubber generally has a lower initial purchase price but may incur higher maintenance and replacement expenses due to faster wear in demanding industrial environments. Evaluating total cost of ownership, polyurethane often delivers better cost efficiency despite higher upfront investment, especially in high-wear conveyor applications.
Typical Applications in Conveyor Systems
Polyurethane rubber offers exceptional abrasion resistance and flexibility, making it ideal for conveyor belts in industries like mining, agriculture, and packaging where durability against wear and tear is crucial. Neoprene rubber excels in chemical resistance and weather stability, making it suitable for conveyor belts exposed to oils, fats, and extreme environmental conditions in food processing and outdoor bulk material handling. Both materials are chosen based on the conveyor system's operating environment, with polyurethane preferred for high-impact and abrasive tasks and neoprene for chemical exposure and temperature variations.
Choosing the Right Rubber for Your Conveyor Belt
Polyurethane rubber offers superior abrasion resistance, making it ideal for conveyor belts handling sharp or heavy materials, while neoprene rubber excels in chemical and weather resistance for outdoor or harsh environments. Selecting the right rubber depends on conveyor application demands, including load type, exposure to oils, chemicals, and temperature variations. Evaluating durability requirements and environmental factors ensures optimal performance and longevity of your conveyor belt system.
Infographic: Polyurethane rubber vs Neoprene rubber for Conveyor belt