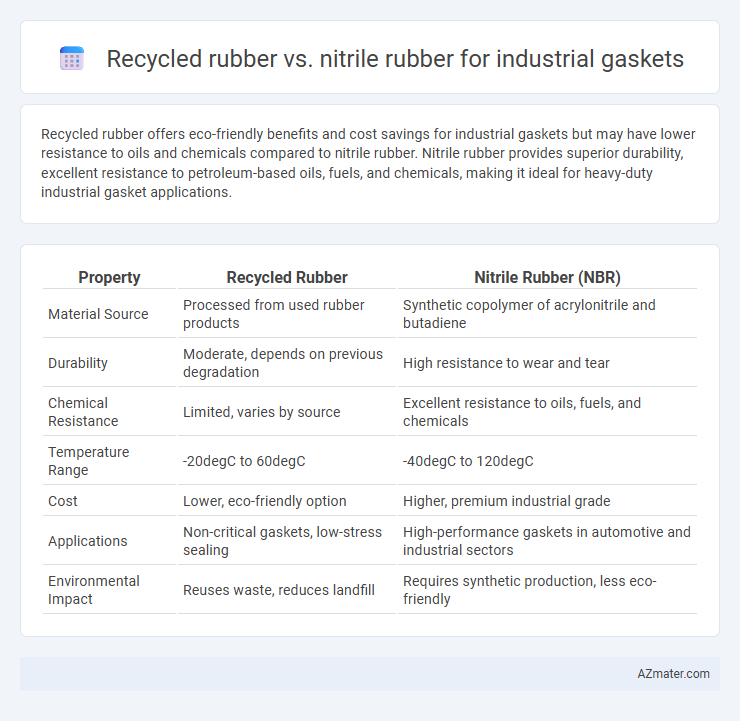
Recycled rubber offers eco-friendly benefits and cost savings for industrial gaskets but may have lower resistance to oils and chemicals compared to nitrile rubber. Nitrile rubber provides superior durability, excellent resistance to petroleum-based oils, fuels, and chemicals, making it ideal for heavy-duty industrial gasket applications.
Table of Comparison
| Property | Recycled Rubber | Nitrile Rubber (NBR) |
|---|---|---|
| Material Source | Processed from used rubber products | Synthetic copolymer of acrylonitrile and butadiene |
| Durability | Moderate, depends on previous degradation | High resistance to wear and tear |
| Chemical Resistance | Limited, varies by source | Excellent resistance to oils, fuels, and chemicals |
| Temperature Range | -20degC to 60degC | -40degC to 120degC |
| Cost | Lower, eco-friendly option | Higher, premium industrial grade |
| Applications | Non-critical gaskets, low-stress sealing | High-performance gaskets in automotive and industrial sectors |
| Environmental Impact | Reuses waste, reduces landfill | Requires synthetic production, less eco-friendly |
Introduction to Industrial Gasket Materials
Industrial gaskets require materials with exceptional durability, chemical resistance, and flexibility to ensure reliable sealing under diverse conditions. Recycled rubber offers an eco-friendly option with moderate durability and resistance, making it suitable for less demanding industrial applications. Nitrile rubber, known for its superior oil, fuel, and chemical resistance, provides enhanced performance and longevity in harsh industrial environments.
Overview of Recycled Rubber
Recycled rubber is derived from repurposed waste tires and industrial rubber scrap, offering sustainable and cost-effective material for industrial gaskets. Its durability, flexibility, and resistance to wear make it suitable for non-critical sealing applications, although it typically has lower chemical and temperature resistance compared to nitrile rubber. Recycled rubber gaskets excel in environmental benefits by reducing landfill waste and conserving natural rubber resources while maintaining functional performance in moderate industrial settings.
Understanding Nitrile Rubber (NBR)
Nitrile Rubber (NBR) offers superior resistance to oil, fuel, and chemical exposure compared to recycled rubber, making it ideal for industrial gaskets in harsh environments. Its enhanced durability and flexibility under extreme temperatures support reliable sealing performance in automotive, oil, and gas industries. Unlike recycled rubber, NBR provides consistent quality and resilience, ensuring longer gasket lifespan and reduced maintenance costs.
Key Performance Characteristics: Durability & Strength
Recycled rubber offers good resilience and environmental benefits but generally exhibits lower tensile strength and compression set resistance compared to nitrile rubber, making it less suitable for high-pressure industrial gaskets. Nitrile rubber (NBR) excels in durability and strength, with superior resistance to oils, fuels, and abrasion, ensuring long-term performance under harsh industrial conditions. Its enhanced elasticity and chemical resistance make nitrile rubber the preferred choice for gaskets requiring robust sealing and mechanical stability.
Chemical Resistance: Recycled vs Nitrile Rubber
Nitrile rubber exhibits superior chemical resistance compared to recycled rubber, especially against oils, fuels, and various chemicals commonly encountered in industrial applications. Recycled rubber, while cost-effective and eco-friendly, generally shows lower resistance to strong solvents and harsh chemicals, leading to faster degradation in aggressive environments. For industrial gaskets requiring extensive chemical exposure, nitrile rubber remains the preferred choice due to its durability and resistance profile.
Temperature Tolerance Comparison
Recycled rubber gaskets typically withstand temperatures up to 80degC (176degF), making them suitable for low to moderate heat applications. Nitrile rubber gaskets offer superior temperature tolerance, ranging from -40degC to 120degC (-40degF to 248degF), ensuring reliability in a wider spectrum of industrial environments. This temperature resilience makes nitrile rubber the preferred choice for seals exposed to heat, oils, and fuels in demanding industrial settings.
Environmental Impact and Sustainability
Recycled rubber offers significant environmental benefits by reducing waste and lowering carbon emissions through reuse of materials, contributing to circular economy principles in industrial gasket production. Nitrile rubber, while durable and resistant to oils and chemicals, is petroleum-based and poses challenges in biodegradability and recycling, thereby impacting long-term sustainability negatively. Opting for recycled rubber gaskets enhances eco-friendly industrial practices by minimizing natural resource extraction and supporting waste management initiatives.
Cost Analysis and Longevity
Recycled rubber offers a cost-effective solution for industrial gaskets with lower initial expenses compared to nitrile rubber, making it suitable for budget-conscious applications. Nitrile rubber, known for its superior resistance to oils, fuels, and wear, provides enhanced longevity and durability in demanding industrial environments, resulting in reduced replacement frequency and lower long-term maintenance costs. Evaluating the total cost of ownership highlights that while recycled rubber reduces upfront investment, nitrile rubber's extended service life often justifies its higher price in critical sealing applications.
Application Suitability in Industrial Settings
Recycled rubber offers cost-effective, eco-friendly sealing solutions ideal for low-pressure, non-corrosive industrial gasket applications where flexibility and moderate chemical resistance suffice. Nitrile rubber (NBR) excels in oil, fuel, and chemical resistance, making it suitable for gaskets in automotive, petroleum, and hydraulic systems requiring durability under high pressure and temperature variations. Industrial settings demanding longevity and robust performance commonly prefer nitrile rubber gaskets, while recycled rubber suits applications prioritizing sustainability and budget constraints.
Conclusion: Choosing the Right Gasket Material
Selecting the right gasket material depends on application requirements such as chemical resistance, temperature tolerance, and durability. Nitrile rubber offers superior oil, fuel, and abrasion resistance, making it ideal for demanding industrial environments, while recycled rubber provides an eco-friendly and cost-effective alternative with moderate performance characteristics. Evaluating specific operational conditions ensures optimal gasket performance and longevity, balancing functionality and sustainability.
Infographic: Recycled rubber vs Nitrile rubber for Industrial gasket