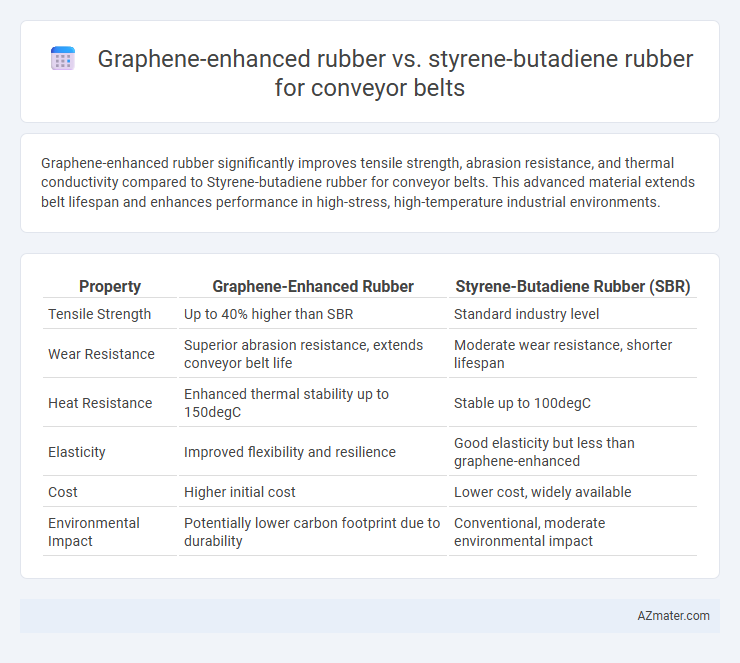
Graphene-enhanced rubber significantly improves tensile strength, abrasion resistance, and thermal conductivity compared to Styrene-butadiene rubber for conveyor belts. This advanced material extends belt lifespan and enhances performance in high-stress, high-temperature industrial environments.
Table of Comparison
| Property | Graphene-Enhanced Rubber | Styrene-Butadiene Rubber (SBR) |
|---|---|---|
| Tensile Strength | Up to 40% higher than SBR | Standard industry level |
| Wear Resistance | Superior abrasion resistance, extends conveyor belt life | Moderate wear resistance, shorter lifespan |
| Heat Resistance | Enhanced thermal stability up to 150degC | Stable up to 100degC |
| Elasticity | Improved flexibility and resilience | Good elasticity but less than graphene-enhanced |
| Cost | Higher initial cost | Lower cost, widely available |
| Environmental Impact | Potentially lower carbon footprint due to durability | Conventional, moderate environmental impact |
Introduction to Conveyor Belt Materials
Graphene-enhanced rubber offers superior mechanical strength, thermal conductivity, and wear resistance compared to traditional Styrene-butadiene rubber (SBR), making it an innovative choice for conveyor belt materials. The integration of graphene improves durability, reduces abrasion, and enhances the overall lifespan of conveyor belts in demanding industrial environments. SBR, known for its good abrasion resistance and cost-effectiveness, remains widely used, but graphene-reinforced composites provide a performance-driven upgrade in conveyor belt technology.
Overview of Styrene-Butadiene Rubber (SBR)
Styrene-Butadiene Rubber (SBR) is a synthetic rubber widely used in conveyor belts due to its excellent abrasion resistance and good aging stability. Its polymer composition, combining styrene and butadiene monomers, provides enhanced tensile strength and flexibility, making it suitable for heavy-duty industrial applications. SBR's cost-effectiveness and consistent performance in harsh environments have established it as a standard material for conveyor belt manufacturing.
What is Graphene-Enhanced Rubber?
Graphene-enhanced rubber incorporates graphene nanoplatelets or sheets into the rubber matrix, significantly boosting mechanical strength, wear resistance, and thermal stability compared to traditional materials. This composite material offers superior conductivity and flexibility, making it ideal for conveyor belts exposed to heavy loads and harsh environments. In contrast, styrene-butadiene rubber (SBR) lacks the advanced reinforcement properties provided by graphene, resulting in lower durability and abrasion resistance on conveyor systems.
Mechanical Strength Comparison
Graphene-enhanced rubber exhibits significantly higher mechanical strength compared to Styrene-butadiene rubber (SBR) used in conveyor belts, offering improved tensile strength and abrasion resistance essential for heavy-duty applications. The incorporation of graphene nanoparticles enhances the rubber matrix stiffness and durability, resulting in longer operational lifespan and better resistance to wear and tear. Experimental studies report up to 30% increase in tensile strength and superior fatigue resistance in graphene-reinforced conveyor belts versus traditional SBR composites.
Abrasion and Wear Resistance
Graphene-enhanced rubber exhibits significantly superior abrasion and wear resistance compared to traditional styrene-butadiene rubber, resulting in extended conveyor belt lifespan and reduced maintenance costs. The incorporation of graphene nanosheets improves the mechanical strength and toughness of the rubber matrix, enabling better performance under continuous friction and heavy loads. This enhancement reduces material degradation rates and increases operational efficiency in industrial conveyor belt applications.
Performance in Extreme Temperatures
Graphene-enhanced rubber significantly improves the thermal conductivity and mechanical strength of conveyor belts, maintaining flexibility and wear resistance in extreme temperatures ranging from -40degC to 150degC. Styrene-butadiene rubber (SBR), while widely used, tends to harden and lose elasticity under high heat or become brittle in sub-zero conditions, limiting its performance in harsh environments. Incorporating graphene enhances heat dissipation and reduces thermal degradation, making graphene-enhanced rubber a superior choice for conveyor belt applications exposed to severe temperature fluctuations.
Energy Efficiency and Roll Resistance
Graphene-enhanced rubber significantly improves energy efficiency in conveyor belts by reducing rolling resistance due to its superior mechanical strength and flexibility compared to traditional Styrene-butadiene rubber (SBR). The enhanced thermal conductivity of graphene additives facilitates better heat dissipation, lowering energy consumption during operation. This leads to extended belt life and reduced maintenance costs, making graphene-enhanced rubber an optimal choice for high-performance conveyor systems.
Longevity and Maintenance Costs
Graphene-enhanced rubber significantly outperforms styrene-butadiene rubber (SBR) in conveyor belt applications by offering superior longevity due to graphene's exceptional tensile strength and wear resistance. This increased durability reduces the frequency of belt replacements and maintenance interventions, leading to lower overall maintenance costs. Furthermore, the enhanced thermal stability and chemical resistance of graphene-infused rubber minimize degradation under harsh operating conditions, optimizing conveyor system uptime and cost-efficiency.
Environmental Impact and Sustainability
Graphene-enhanced rubber significantly reduces environmental impact by improving durability and wear resistance, leading to longer conveyor belt lifespan and less frequent replacements compared to Styrene-butadiene rubber (SBR). The enhanced mechanical properties of graphene composites decrease energy consumption during manufacturing and operation, promoting sustainability through lowered carbon emissions. Unlike SBR, which relies heavily on petroleum-based materials and produces higher ecological footprint, graphene-infused rubber offers a more eco-friendly alternative by enabling efficient resource usage and improved recyclability.
Future Trends in Conveyor Belt Technology
Graphene-enhanced rubber offers superior tensile strength, abrasion resistance, and thermal conductivity compared to traditional styrene-butadiene rubber, driving its adoption in conveyor belt technology. Future trends emphasize the integration of graphene composites to extend belt lifespan, improve energy efficiency, and reduce maintenance costs in industrial applications. Advancements in nanomaterial dispersion techniques are expected to further enhance the performance and sustainability of conveyor belts.
Infographic: Graphene-enhanced rubber vs Styrene-butadiene rubber for Conveyor belt