Nanocomposite rubber O-rings exhibit enhanced mechanical strength, thermal stability, and chemical resistance compared to silicone rubber O-rings. Silicone rubber offers superior flexibility and temperature range but lacks the reinforced durability provided by nanocomposite materials.
Table of Comparison
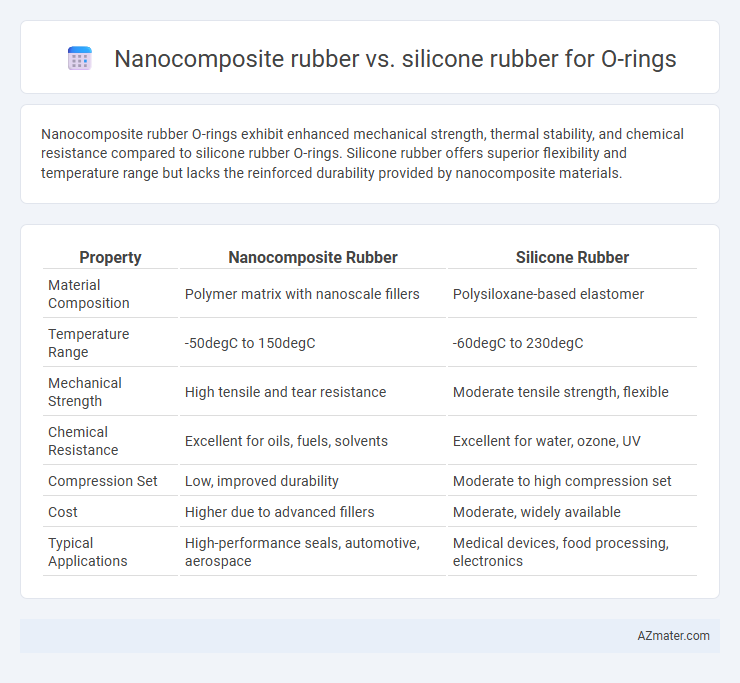
| Property | Nanocomposite Rubber | Silicone Rubber |
|---|---|---|
| Material Composition | Polymer matrix with nanoscale fillers | Polysiloxane-based elastomer |
| Temperature Range | -50degC to 150degC | -60degC to 230degC |
| Mechanical Strength | High tensile and tear resistance | Moderate tensile strength, flexible |
| Chemical Resistance | Excellent for oils, fuels, solvents | Excellent for water, ozone, UV |
| Compression Set | Low, improved durability | Moderate to high compression set |
| Cost | Higher due to advanced fillers | Moderate, widely available |
| Typical Applications | High-performance seals, automotive, aerospace | Medical devices, food processing, electronics |
Introduction to O-Ring Seal Materials
O-ring seal materials fundamentally influence sealing performance, durability, and chemical resistance in industrial applications. Nanocomposite rubber integrates nanoparticles into traditional elastomers, enhancing mechanical strength, thermal stability, and resistance to wear and chemicals, which surpasses many conventional materials. Silicone rubber offers excellent temperature flexibility and resistance to ozone and weathering, but comparatively lower mechanical strength than nanocomposite rubber, making material choice critical based on specific operational environments.
Overview of Nanocomposite Rubber
Nanocomposite rubber incorporates nanoparticles such as silica or clay to enhance mechanical strength, abrasion resistance, and thermal stability compared to traditional elastomers. This advanced material exhibits superior barrier properties and improved durability, making it highly suitable for demanding O-ring applications in automotive, aerospace, and industrial sealing environments. The integration of nanofillers in nanocomposite rubber optimizes performance by reducing permeability and increasing resistance to chemicals and compression set, outperforming conventional silicone rubber in high-stress sealing scenarios.
Understanding Silicone Rubber Properties
Silicone rubber offers exceptional thermal stability, flexibility, and chemical resistance, making it ideal for O-rings operating in extreme temperatures and harsh environments. Nanocomposite rubber enhances mechanical strength and wear resistance by incorporating nanoparticles into the rubber matrix, but may sacrifice some flexibility compared to silicone rubber. Understanding silicone rubber's superior elasticity and ability to maintain sealing performance under compression is critical when selecting materials for O-rings requiring durability and consistent performance across wide temperature ranges.
Mechanical Strength Comparison
Nanocomposite rubber O-rings exhibit superior mechanical strength compared to silicone rubber O-rings due to the integration of nanoscale fillers such as graphene or carbon nanotubes, which enhance tensile strength, hardness, and abrasion resistance. Silicone rubber O-rings offer excellent flexibility and thermal stability but generally have lower tensile strength and tear resistance, making them less suitable for high-stress sealing applications. The enhanced filler-matrix interaction in nanocomposite rubbers results in improved load-bearing capacity and durability under mechanical stress.
Chemical Resistance: Nanocomposite vs Silicone
Nanocomposite rubber O-rings exhibit superior chemical resistance, particularly against aggressive solvents, oils, and fuels, surpassing traditional silicone rubber in durability and longevity. Silicone rubber O-rings provide excellent resistance to water, ozone, and extreme temperatures but are more vulnerable to swelling and degradation when exposed to hydrocarbons and certain organic chemicals. Nanocomposite materials enhance chemical stability and reduce permeability, making them ideal for applications demanding harsh chemical exposure and prolonged operational reliability.
Temperature Range and Thermal Stability
Nanocomposite rubber O-rings exhibit superior thermal stability with a temperature range typically from -50degC to 250degC, making them ideal for high-temperature applications requiring enhanced durability. Silicone rubber O-rings offer a broader temperature range from -60degC to 230degC and excel in flexibility and resistance to extreme cold but have lower thermal stability compared to nanocomposites. The improved nanoparticle dispersion in nanocomposite rubber significantly enhances heat resistance and prolongs the service life of O-rings under thermal stress.
Durability and Aging Performance
Nanocomposite rubber O-rings exhibit superior durability compared to silicone rubber, with enhanced resistance to wear, abrasion, and mechanical stress due to their reinforced nanoparticle structure. Aging performance in nanocomposite rubber is significantly improved, showing reduced degradation under thermal, oxidative, and UV exposure, extending service life in harsh environments. Silicone rubber, while flexible and resistant to extreme temperatures, typically experiences faster aging and stiffness over time, limiting its long-term sealing reliability.
Cost Analysis and Industrial Availability
Nanocomposite rubber O-rings generally offer enhanced mechanical properties and chemical resistance but come at a higher production cost compared to traditional silicone rubber O-rings. Silicone rubber O-rings benefit from widespread industrial availability, lower material costs, and established manufacturing processes, making them more cost-effective for standard sealing applications. Cost analysis reveals that while nanocomposite rubbers can lead to longer service life and reduced downtime in specialized industries, silicone rubber remains the preferred choice for mass production due to its balance of performance and affordability.
Common Applications in Industry
Nanocomposite rubber O-rings excel in heavy-duty industrial applications requiring enhanced mechanical strength, chemical resistance, and durability, such as in automotive engines, aerospace seals, and oilfield equipment. Silicone rubber O-rings are preferred for medical devices, food processing, and electronic components due to their superior flexibility, thermal stability, and biocompatibility. Both materials find use in dynamic sealing environments, but nanocomposite variants are favored where extreme wear resistance and high-pressure sealing are critical.
Choosing the Right Material for Your O-Ring
Nanocomposite rubber offers enhanced mechanical strength and chemical resistance compared to standard silicone rubber, making it ideal for O-ring applications requiring durability under extreme conditions. Silicone rubber provides excellent flexibility and temperature stability, suitable for seals exposed to wide thermal ranges but less resistant to abrasion and certain chemicals than nanocomposite alternatives. Choosing the right O-ring material depends on operational environment factors such as temperature extremes, chemical exposure, and mechanical stress to ensure optimal sealing performance and longevity.
Infographic: Nanocomposite rubber vs Silicone rubber for O-ring