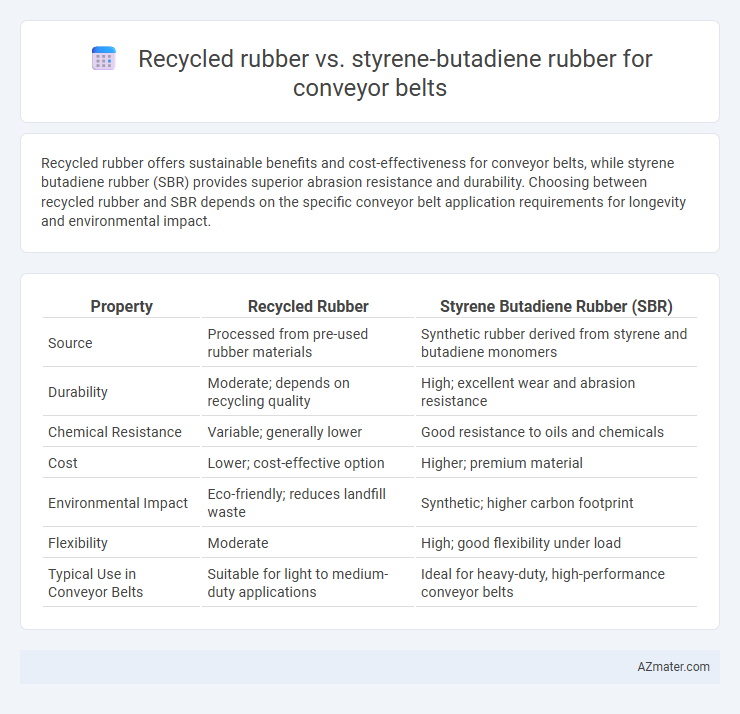
Recycled rubber offers sustainable benefits and cost-effectiveness for conveyor belts, while styrene butadiene rubber (SBR) provides superior abrasion resistance and durability. Choosing between recycled rubber and SBR depends on the specific conveyor belt application requirements for longevity and environmental impact.
Table of Comparison
| Property | Recycled Rubber | Styrene Butadiene Rubber (SBR) |
|---|---|---|
| Source | Processed from pre-used rubber materials | Synthetic rubber derived from styrene and butadiene monomers |
| Durability | Moderate; depends on recycling quality | High; excellent wear and abrasion resistance |
| Chemical Resistance | Variable; generally lower | Good resistance to oils and chemicals |
| Cost | Lower; cost-effective option | Higher; premium material |
| Environmental Impact | Eco-friendly; reduces landfill waste | Synthetic; higher carbon footprint |
| Flexibility | Moderate | High; good flexibility under load |
| Typical Use in Conveyor Belts | Suitable for light to medium-duty applications | Ideal for heavy-duty, high-performance conveyor belts |
Introduction: Understanding Conveyor Belt Materials
Recycled rubber and Styrene Butadiene Rubber (SBR) are widely used materials in conveyor belt manufacturing, each offering distinct advantages in durability and cost-effectiveness. Recycled rubber provides an eco-friendly, sustainable option with excellent abrasion resistance, making it suitable for heavy-duty applications. SBR, a synthetic polymer, delivers superior tensile strength and heat resistance, enhancing conveyor belt performance under demanding industrial conditions.
Overview of Recycled Rubber
Recycled rubber used in conveyor belts primarily originates from reclaimed tires and industrial scraps, offering an eco-friendly and cost-effective alternative to synthetic rubbers like Styrene Butadiene Rubber (SBR). This material exhibits good abrasion resistance and elasticity, making it suitable for medium-duty conveyor applications, though its mechanical properties generally fall short compared to the durability and weather resistance of SBR. The environmental benefits of recycled rubber include waste reduction and lower carbon footprint, aligning with sustainable manufacturing practices in the conveyor belt industry.
Styrene Butadiene Rubber (SBR): Properties and Uses
Styrene Butadiene Rubber (SBR) exhibits excellent abrasion resistance, high tensile strength, and good aging stability, making it ideal for conveyor belt applications requiring durability and flexibility. Its superior resistance to heat, oxidation, and ozone enables longer service life in industrial environments compared to recycled rubber. SBR's consistent quality and mechanical properties ensure reliable performance in heavy-duty conveyor systems used in mining, manufacturing, and logistics sectors.
Environmental Impact: Recycled Rubber vs SBR
Recycled rubber used in conveyor belts significantly reduces landfill waste and lowers carbon emissions compared to styrene butadiene rubber (SBR), which relies on petrochemical sources and energy-intensive production processes. The use of recycled rubber promotes circular economy practices by repurposing waste materials, thereby conserving natural resources and minimizing ecological footprint. In contrast, SBR manufacturing generates higher greenhouse gas emissions and contributes to environmental pollution due to the extraction and refining of fossil fuels.
Durability and Wear Resistance Comparison
Recycled rubber conveyor belts offer moderate durability and wear resistance, making them cost-effective for light to medium-duty applications, but they generally exhibit lower abrasion resistance compared to Styrene Butadiene Rubber (SBR). SBR conveyor belts provide superior wear resistance and higher tensile strength, which enhances durability under heavy loads and abrasive environments, making them ideal for industrial and mining uses. The molecular structure of SBR confers excellent resilience and resistance to heat aging, ensuring a longer service life than recycled rubber alternatives in demanding conveyor belt conditions.
Cost Efficiency: Recycled Rubber vs SBR
Recycled rubber offers significant cost savings compared to Styrene Butadiene Rubber (SBR) for conveyor belts due to lower raw material and production expenses. SBR provides consistent quality and durability but involves higher manufacturing costs, impacting the overall price of conveyor belts. Choosing recycled rubber enhances cost efficiency without drastically compromising performance, making it an economical option for budget-sensitive conveyor belt applications.
Performance Under Extreme Conditions
Recycled rubber exhibits enhanced durability and resistance to abrasion, making it suitable for conveyor belts operating in harsh environments, including extreme temperatures and heavy loads. Styrene butadiene rubber (SBR) offers excellent tensile strength and oil resistance, which improves conveyor belt performance under high-stress industrial conditions and exposure to chemicals. Both materials provide reliable performance, but SBR typically outperforms recycled rubber in temperature extremes and chemical resilience, extending conveyor belt lifespan in demanding applications.
Maintenance and Lifespan Analysis
Recycled rubber conveyor belts require more frequent maintenance due to inconsistent material properties that can lead to premature wear and tear, whereas Styrene Butadiene Rubber (SBR) belts offer superior abrasion resistance and consistent elasticity, resulting in longer operational lifespans. SBR belts typically exhibit enhanced durability in harsh environments, reducing downtime and maintenance costs by up to 30% compared to recycled rubber variants. Lifecycle analysis shows SBR conveyor belts maintain structural integrity over 3 to 5 years of continuous usage, outperforming recycled rubber options that often necessitate replacement within 1 to 2 years.
Industry Applications and Suitability
Recycled rubber, derived from used tires and industrial waste, offers cost-effective and eco-friendly solutions for conveyor belts, especially in light to medium-duty industrial applications such as agriculture and recycling plants. Styrene butadiene rubber (SBR) provides superior abrasion resistance, heat aging properties, and tensile strength, making it ideal for heavy-duty conveyor belts in mining, construction, and manufacturing industries. The choice between recycled rubber and SBR depends on the specific industry requirements, load capacity, and environmental considerations of the conveyor belt application.
Conclusion: Choosing the Right Material for Conveyor Belts
Recycled rubber offers an eco-friendly and cost-effective option for conveyor belts, providing reasonable durability and shock absorption for moderate applications. Styrene butadiene rubber (SBR) demonstrates superior abrasion resistance, tensile strength, and heat tolerance, making it ideal for heavy-duty industrial conveyor systems. Selecting the right material depends on balancing environmental impact, budget constraints, and the specific operational demands of the conveyor application.
Infographic: Recycled rubber vs Styrene butadiene rubber for Conveyor belt