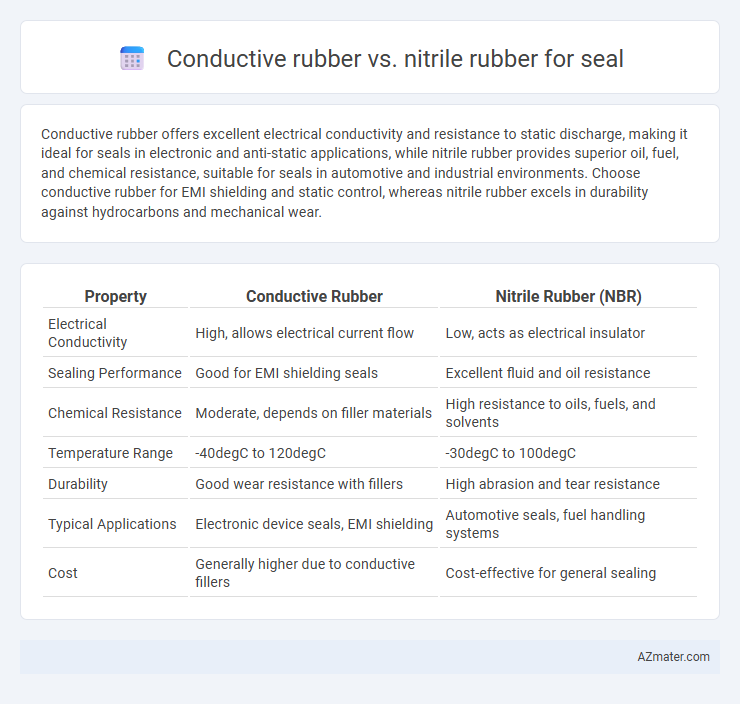
Conductive rubber offers excellent electrical conductivity and resistance to static discharge, making it ideal for seals in electronic and anti-static applications, while nitrile rubber provides superior oil, fuel, and chemical resistance, suitable for seals in automotive and industrial environments. Choose conductive rubber for EMI shielding and static control, whereas nitrile rubber excels in durability against hydrocarbons and mechanical wear.
Table of Comparison
| Property | Conductive Rubber | Nitrile Rubber (NBR) |
|---|---|---|
| Electrical Conductivity | High, allows electrical current flow | Low, acts as electrical insulator |
| Sealing Performance | Good for EMI shielding seals | Excellent fluid and oil resistance |
| Chemical Resistance | Moderate, depends on filler materials | High resistance to oils, fuels, and solvents |
| Temperature Range | -40degC to 120degC | -30degC to 100degC |
| Durability | Good wear resistance with fillers | High abrasion and tear resistance |
| Typical Applications | Electronic device seals, EMI shielding | Automotive seals, fuel handling systems |
| Cost | Generally higher due to conductive fillers | Cost-effective for general sealing |
Introduction to Seal Materials: Conductive Rubber vs Nitrile Rubber
Conductive rubber offers exceptional electrical conductivity and EMI shielding, making it ideal for seals in electronic and automotive applications requiring static dissipation. Nitrile rubber, known for its excellent oil, fuel, and chemical resistance, provides durable sealing solutions in industrial and hydraulic systems. The choice between conductive rubber and nitrile rubber depends on the specific operational environment, balancing conductivity needs against chemical resistance and mechanical demands.
Material Composition and Key Properties
Conductive rubber typically consists of rubber matrix materials blended with conductive fillers such as carbon black, carbon nanotubes, or metal particles, enabling electrical conductivity while maintaining elasticity. Nitrile rubber (NBR) is a synthetic copolymer of acrylonitrile and butadiene, known for its excellent resistance to oils, fuels, and chemicals, along with good abrasion resistance and tensile strength. In sealing applications, conductive rubber provides static dissipation and electromagnetic shielding, whereas nitrile rubber offers superior chemical resistance and mechanical durability, making each suitable for different operational environments.
Electrical Conductivity: Importance for Sealing Applications
Conductive rubber provides essential electrical conductivity that prevents static buildup and ensures proper grounding in sealing applications, critical for sensitive electronic environments. Nitrile rubber, known for its excellent chemical and oil resistance, lacks inherent electrical conductivity, making it less suitable where electrostatic dissipation is necessary. Selecting conductive rubber enhances safety and performance in seals for industries such as electronics, aerospace, and automotive manufacturing.
Chemical Resistance Comparison
Conductive rubber offers moderate chemical resistance but excels in applications requiring electrical conductivity, while nitrile rubber (NBR) provides superior resistance to oils, fuels, and many chemicals, making it ideal for seals in aggressive environments. Nitrile rubber's resistance to hydrocarbons and aliphatic oils significantly outperforms conductive rubber, which may degrade faster when exposed to certain solvents and acids. Selecting nitrile rubber for seals ensures higher durability and longer service life in chemically harsh conditions, whereas conductive rubber is better suited for applications demanding combined sealing and conductivity.
Temperature Tolerance and Performance
Conductive rubber offers excellent electrical conductivity and maintains stability at temperatures ranging from -40degC to 120degC, making it ideal for seals requiring static dissipation in moderate heat environments. Nitrile rubber excels in temperature tolerance, performing efficiently between -40degC and 100degC, with outstanding resistance to oils and fuels, which enhances seal durability in automotive and industrial applications. While conductive rubber is essential for preventing electrostatic buildup, nitrile rubber is preferred for seals under thermal stress combined with exposure to hydrocarbons.
Durability and Longevity Analysis
Conductive rubber seals offer enhanced electrical conductivity and moderate durability, making them suitable for applications requiring static dissipation alongside sealing. Nitrile rubber seals demonstrate superior chemical resistance and exceptional durability in oil and fuel environments, resulting in longer service life under harsh conditions. When prioritizing longevity, nitrile rubber outperforms conductive rubber due to its robust resistance to abrasion, swelling, and temperature fluctuations.
Typical Applications for Conductive and Nitrile Rubber Seals
Conductive rubber seals are primarily used in electronic devices, EMI/RFI shielding applications, and environments requiring static dissipation, such as aerospace and medical equipment. Nitrile rubber seals excel in automotive, oil, and fuel handling industries due to their superior resistance to petroleum-based oils, fuels, and hydraulic fluids. Both materials offer distinct advantages based on chemical resistance and conductivity requirements, influencing their application in sealing solutions.
Cost Efficiency and Availability
Conductive rubber offers moderate cost efficiency but is typically more expensive than nitrile rubber due to its specialized conductive fillers, limiting availability primarily to niche industrial suppliers. Nitrile rubber provides superior cost efficiency with widespread availability across various suppliers, making it a preferred choice for general sealing applications. The balance between performance and budget often leads to nitrile rubber being favored for standard requirements, while conductive rubber is reserved for applications demanding electrical conductivity.
Selection Criteria for Optimal Seal Performance
Conductive rubber excels in applications requiring electrical conductivity and static dissipation within sealing solutions, offering superior performance in electronic and automotive industries. Nitrile rubber stands out for its excellent resistance to oils, fuels, and chemicals, making it ideal for hydraulic seals and fuel system components. Selecting the optimal seal depends on balancing factors such as electrical conductivity needs, chemical compatibility, temperature range, and mechanical durability to ensure long-term reliability and functionality.
Summary Table: Conductive Rubber vs Nitrile Rubber for Seals
Conductive rubber offers superior electrical conductivity and static dissipation, making it ideal for seals in electronic and electrostatic-sensitive applications, while nitrile rubber excels in oil, fuel, and chemical resistance, providing robust sealing in automotive and industrial environments. Key performance metrics include conductivity, chemical resistance, temperature range, and durability, with conductive rubber performing best under electrostatic conditions and nitrile rubber excelling in hydrocarbon exposure. Selecting between conductive and nitrile rubber seals depends on application-specific requirements such as electrical conductivity needs versus chemical and oil resistance for optimal sealing performance.
Infographic: Conductive rubber vs Nitrile rubber for Seal