Graphene-enhanced rubber exhibits superior chemical resistance, mechanical strength, and flexibility compared to traditional fluoroelastomer rubber, making it ideal for high-performance chemical hoses. Its enhanced durability extends hose lifespan under aggressive chemical exposure and extreme temperatures.
Table of Comparison
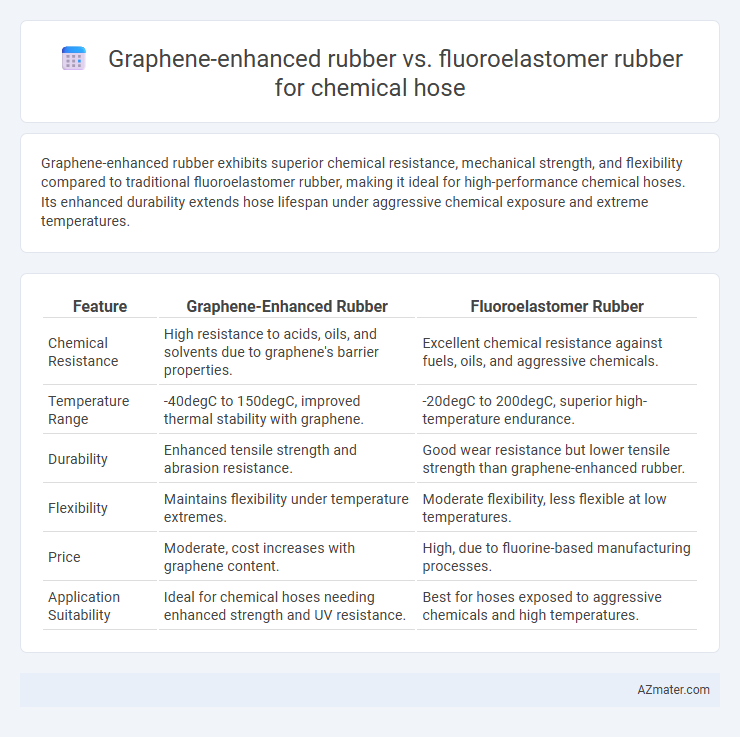
| Feature | Graphene-Enhanced Rubber | Fluoroelastomer Rubber |
|---|---|---|
| Chemical Resistance | High resistance to acids, oils, and solvents due to graphene's barrier properties. | Excellent chemical resistance against fuels, oils, and aggressive chemicals. |
| Temperature Range | -40degC to 150degC, improved thermal stability with graphene. | -20degC to 200degC, superior high-temperature endurance. |
| Durability | Enhanced tensile strength and abrasion resistance. | Good wear resistance but lower tensile strength than graphene-enhanced rubber. |
| Flexibility | Maintains flexibility under temperature extremes. | Moderate flexibility, less flexible at low temperatures. |
| Price | Moderate, cost increases with graphene content. | High, due to fluorine-based manufacturing processes. |
| Application Suitability | Ideal for chemical hoses needing enhanced strength and UV resistance. | Best for hoses exposed to aggressive chemicals and high temperatures. |
Introduction to Advanced Chemical Hose Materials
Graphene-enhanced rubber offers superior chemical resistance, enhanced tensile strength, and improved durability compared to traditional elastomers, making it an innovative choice for advanced chemical hose applications. Fluoroelastomer rubber remains a standard material due to its excellent resistance to a wide range of aggressive chemicals and high temperatures. Evaluating both materials involves considering factors like chemical compatibility, thermal stability, and mechanical performance to optimize hose lifespan and safety in demanding chemical environments.
Overview of Graphene-Enhanced Rubber
Graphene-enhanced rubber offers superior chemical resistance, enhanced tensile strength, and improved durability compared to traditional fluorinated elastomers used in chemical hoses. Its unique two-dimensional carbon structure provides excellent barrier properties against aggressive chemicals and extreme temperatures, extending hose service life in demanding industrial environments. The integration of graphene nanoparticles significantly enhances mechanical performance, reducing wear and tear while maintaining flexibility crucial for chemical hose applications.
Properties of Fluoroelastomer (FKM) Rubber
Fluoroelastomer (FKM) rubber exhibits exceptional chemical resistance, particularly against oils, fuels, and aggressive solvents, making it ideal for chemical hose applications. Its high-temperature stability, often up to 200-250degC, ensures durability and performance in harsh environments where other rubbers degrade. FKM also offers excellent mechanical properties such as compression set resistance and low permeability, which enhance the hose's lifespan and reliability under demanding chemical exposure.
Chemical Resistance Comparison
Graphene-enhanced rubber exhibits superior chemical resistance due to the exceptional barrier properties of graphene, effectively preventing the permeation of aggressive chemicals in industrial hoses. Fluoroelastomer rubber also provides excellent chemical resistance, particularly against hydrocarbons, solvents, and acids, but may exhibit reduced performance under extreme temperatures or prolonged exposure to certain chemicals compared to graphene composites. For chemical hose applications, graphene-enhanced rubber offers enhanced durability and longevity in harsh chemical environments, outperforming traditional fluoroelastomer materials in resisting swelling, degradation, and permeability.
Mechanical Strength and Durability
Graphene-enhanced rubber significantly improves mechanical strength and durability in chemical hoses by boosting tensile strength, abrasion resistance, and toughness compared to traditional fluoroelastomer rubber. Fluoroelastomer rubber offers excellent chemical resistance and thermal stability but generally exhibits lower mechanical strength and wear resistance under high-stress conditions. The integration of graphene into rubber matrices enhances elasticity and longevity, making graphene-enhanced rubber superior for demanding industrial chemical hose applications where mechanical robustness and extended service life are critical.
Temperature Stability in Harsh Environments
Graphene-enhanced rubber exhibits superior temperature stability in harsh environments, maintaining elasticity and structural integrity at temperatures ranging from -50degC to 250degC, outperforming conventional fluoroelastomer rubber that typically withstands -40degC to 200degC. The thermal conductivity of graphene additives also facilitates rapid heat dissipation, reducing thermal degradation and extending the chemical hose lifespan in extreme temperature cycles. Fluoroelastomer rubber offers good chemical resistance but falls short in prolonged high-temperature exposure compared to graphene-enhanced composites engineered for enhanced thermal resilience.
Flexibility and Handling Performance
Graphene-enhanced rubber offers superior flexibility and exceptional handling performance in chemical hoses due to its enhanced tensile strength and elasticity, enabling easier maneuverability in tight spaces. Fluoroelastomer rubber provides excellent chemical resistance but is comparatively stiffer, which can limit flexibility and complicate hose handling during complex operations. The integration of graphene nanomaterials optimizes the rubber matrix to maintain flexibility without compromising durability, making it ideal for applications requiring both chemical resistance and enhanced operational agility.
Cost Analysis: Graphene-Enhanced vs. Fluoroelastomer Rubber
Graphene-enhanced rubber offers a cost advantage over fluoroelastomer rubber by reducing raw material expenses and extending hose lifespan due to superior chemical resistance and mechanical strength. Fluoroelastomer rubber, while providing excellent resistance to aggressive chemicals and high temperatures, typically incurs higher production costs and maintenance due to its complex synthesis process. Evaluating total cost of ownership reveals that graphene-enhanced rubber chemical hoses deliver better long-term value through lower initial costs and enhanced durability in industrial applications.
Application Suitability for Chemical Hoses
Graphene-enhanced rubber offers superior tensile strength, chemical resistance, and thermal stability, making it ideal for chemical hoses exposed to aggressive solvents and high temperatures. Fluoroelastomer rubber, known for its exceptional resistance to a broad range of chemicals and oils, maintains flexibility and durability in extreme environments, particularly in acidic or alkaline conditions. Both materials excel in chemical hose applications, but graphene-enhanced rubber provides enhanced mechanical properties, while fluoroelastomer rubber ensures long-term chemical resistance.
Future Trends in Chemical Hose Materials
Graphene-enhanced rubber offers superior chemical resistance, enhanced mechanical strength, and improved thermal stability compared to traditional fluoroelastomer rubber, making it a promising material for future chemical hoses. Advances in nanotechnology and material science are driving the integration of graphene composites to extend hose lifespan and performance under harsh chemical environments. Emerging trends indicate a shift towards hybrid materials combining graphene with fluoroelastomers to optimize flexibility, durability, and chemical inertness in industrial hose applications.
Infographic: Graphene-enhanced rubber vs Fluoroelastomer rubber for Chemical hose