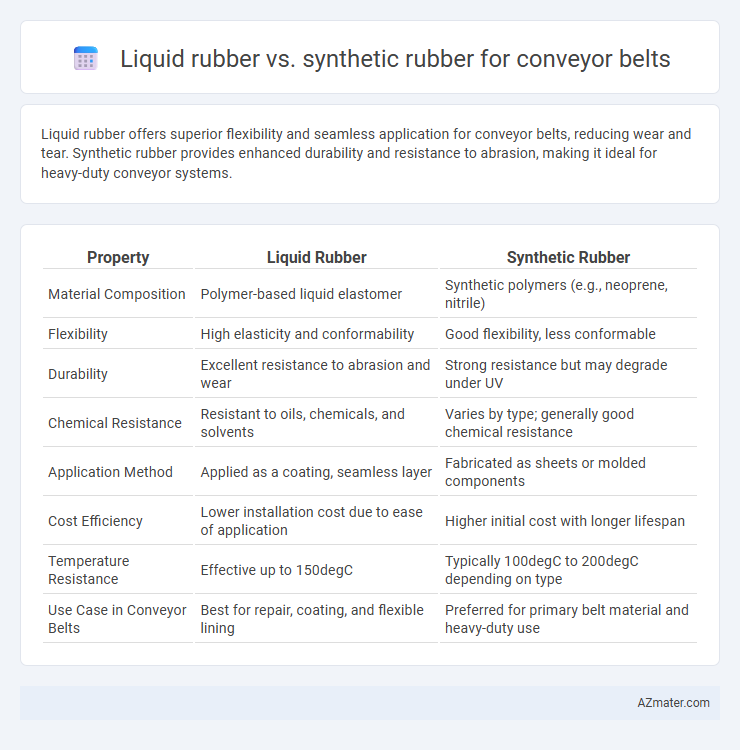
Liquid rubber offers superior flexibility and seamless application for conveyor belts, reducing wear and tear. Synthetic rubber provides enhanced durability and resistance to abrasion, making it ideal for heavy-duty conveyor systems.
Table of Comparison
| Property | Liquid Rubber | Synthetic Rubber |
|---|---|---|
| Material Composition | Polymer-based liquid elastomer | Synthetic polymers (e.g., neoprene, nitrile) |
| Flexibility | High elasticity and conformability | Good flexibility, less conformable |
| Durability | Excellent resistance to abrasion and wear | Strong resistance but may degrade under UV |
| Chemical Resistance | Resistant to oils, chemicals, and solvents | Varies by type; generally good chemical resistance |
| Application Method | Applied as a coating, seamless layer | Fabricated as sheets or molded components |
| Cost Efficiency | Lower installation cost due to ease of application | Higher initial cost with longer lifespan |
| Temperature Resistance | Effective up to 150degC | Typically 100degC to 200degC depending on type |
| Use Case in Conveyor Belts | Best for repair, coating, and flexible lining | Preferred for primary belt material and heavy-duty use |
Introduction: Understanding Conveyor Belt Materials
Conveyor belts rely on materials like liquid rubber and synthetic rubber for durability and performance in industrial applications. Liquid rubber offers excellent flexibility and seamless coating, enhancing wear resistance and prolonging belt lifespan. Synthetic rubber, known for its chemical resistance and high tensile strength, provides reliable operation in harsh environments, making it suitable for heavy-duty conveyor systems.
Overview of Liquid Rubber for Conveyor Belts
Liquid rubber for conveyor belts offers a flexible, seamless coating that enhances durability and resistance to abrasion, chemicals, and extreme temperatures. Its application provides superior waterproofing and elasticity compared to synthetic rubber, reducing the likelihood of cracks and leaks. The material's ability to form a uniform protective layer improves conveyor belt lifespan and minimizes maintenance costs in industrial environments.
Overview of Synthetic Rubber for Conveyor Belts
Synthetic rubber for conveyor belts offers superior resistance to heat, abrasion, and chemicals compared to natural alternatives, ensuring prolonged operational life in industrial applications. Common types include styrene-butadiene rubber (SBR) and nitrile rubber (NBR), chosen for their enhanced durability and flexibility under heavy loads. These materials maintain consistent performance in harsh environments, making them ideal for conveyor belts in mining, manufacturing, and logistics sectors.
Composition and Chemical Properties Comparison
Liquid rubber consists primarily of isoprene or acrylonitrile polymers in a liquid state, enabling easy application and curing into a flexible, waterproof layer; its chemical structure allows excellent resistance to UV radiation and ozone. Synthetic rubber for conveyor belts, such as Styrene-Butadiene Rubber (SBR) or Nitrile Butadiene Rubber (NBR), features copolymers with tailored sulfur cross-linking, providing enhanced abrasion resistance and chemical stability under industrial conditions. The molecular composition of synthetic rubber yields superior heat resistance and oil resistance compared to liquid rubber, which excels in seamless coating but may have reduced mechanical strength in heavy-duty conveyor systems.
Durability and Wear Resistance
Liquid rubber offers superior flexibility and excellent adhesion, enhancing conveyor belt durability by reducing crack formation under continuous stress. Synthetic rubber, such as neoprene and nitrile, provides higher wear resistance against abrasion and chemical exposure, extending the belt's operational lifespan in harsh industrial environments. Choosing between liquid rubber and synthetic rubber depends on the specific conditions of use, with synthetic rubbers often preferred for heavy-duty conveyor applications requiring maximum wear resistance.
Flexibility and Performance in Industrial Settings
Liquid rubber offers superior flexibility and excellent adhesion properties, making it ideal for conveyor belts that require frequent bending and movement in industrial settings. Synthetic rubber, such as neoprene or nitrile, provides enhanced durability and resistance to abrasion, chemicals, and extreme temperatures, ensuring long-lasting performance under heavy-duty operational conditions. Choosing between liquid and synthetic rubber depends on the specific industrial demands, balancing flexibility needs with environmental resistance for optimal conveyor belt efficiency.
Cost Analysis: Liquid Rubber vs Synthetic Rubber
Liquid rubber offers a cost-efficient solution for conveyor belt coatings due to its lower initial material price and reduced labor expenses from easier application methods. Synthetic rubber, while generally more expensive upfront, provides greater durability and resistance to abrasion, which can lead to lower long-term maintenance costs in high-wear environments. Evaluating total lifecycle costs, including replacement frequency and downtime, is essential for determining the most economical choice between liquid and synthetic rubber for conveyor belts.
Environmental Impact and Sustainability
Liquid rubber used in conveyor belts offers superior environmental benefits due to its formulation from renewable resources and lower emissions during production compared to synthetic rubber, which is often derived from petrochemicals. The biodegradability of liquid rubber enhances sustainability by reducing long-term waste accumulation, whereas synthetic rubber can persist in the environment for decades. Moreover, liquid rubber's efficient application process minimizes material waste and energy consumption, contributing to a smaller carbon footprint in conveyor belt manufacturing.
Maintenance Requirements and Lifespan
Liquid rubber offers superior flexibility and self-healing properties, reducing maintenance frequency for conveyor belts compared to synthetic rubber, which often requires regular inspections and repairs due to its susceptibility to cracking and wear. The lifespan of liquid rubber-coated conveyor belts can exceed 10 years under harsh conditions, whereas synthetic rubber belts typically last between 5 to 7 years without advanced treatments. Choosing liquid rubber enhances durability and minimizes downtime, optimizing operational efficiency in industrial settings.
Choosing the Right Rubber Type for Your Conveyor Belt Applications
Selecting the right rubber type for conveyor belt applications depends on factors such as durability, flexibility, and environmental resistance. Liquid rubber offers excellent adhesion and seamless coating, enhancing wear resistance and waterproofing, making it ideal for customized repairs and protective layers. Synthetic rubber, including types like neoprene and EPDM, provides superior chemical and abrasion resistance, suited for heavy-duty industrial use where exposure to oils, extreme temperatures, and mechanical stress is common.
Infographic: Liquid rubber vs Synthetic rubber for Conveyor belt