Transparent rubber offers excellent visibility and flexibility for seals, making it ideal for applications requiring visual inspection. Nitrile rubber provides superior oil resistance and durability, ensuring reliable sealing performance in harsh chemical environments.
Table of Comparison
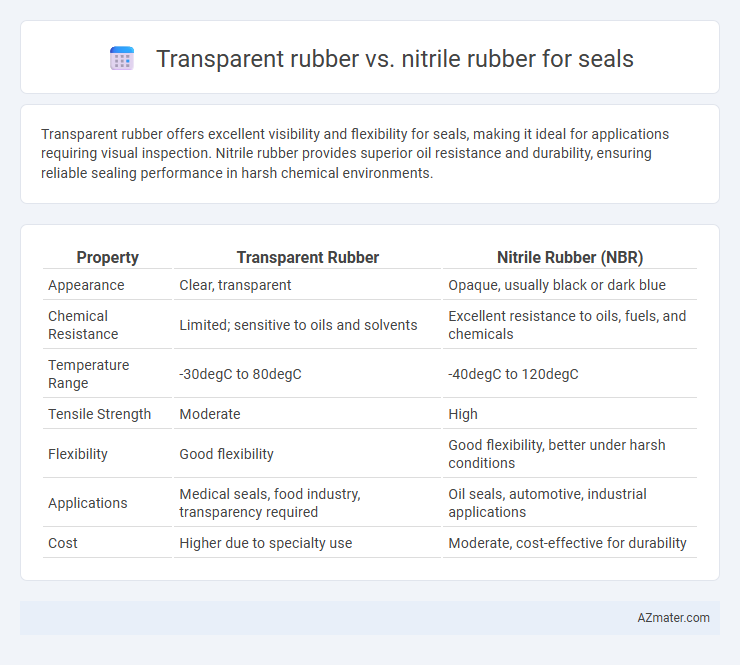
| Property | Transparent Rubber | Nitrile Rubber (NBR) |
|---|---|---|
| Appearance | Clear, transparent | Opaque, usually black or dark blue |
| Chemical Resistance | Limited; sensitive to oils and solvents | Excellent resistance to oils, fuels, and chemicals |
| Temperature Range | -30degC to 80degC | -40degC to 120degC |
| Tensile Strength | Moderate | High |
| Flexibility | Good flexibility | Good flexibility, better under harsh conditions |
| Applications | Medical seals, food industry, transparency required | Oil seals, automotive, industrial applications |
| Cost | Higher due to specialty use | Moderate, cost-effective for durability |
Introduction to Transparent Rubber and Nitrile Rubber
Transparent rubber offers excellent visibility and aesthetic appeal while maintaining flexibility and durability, making it ideal for applications requiring clear seals and gaskets. Nitrile rubber, known for its superior resistance to oils, fuels, and chemicals, provides robust sealing performance in harsh industrial environments. Both materials serve unique seal applications, with transparent rubber favored for clarity and nitrile for chemical resilience.
Chemical Composition and Structure
Transparent rubber typically consists of silicone or polyurethane-based polymers, featuring a flexible, amorphous structure that allows for light transmission and excellent chemical resistance to water, oxygen, and UV radiation. Nitrile rubber (NBR) is a synthetic copolymer of acrylonitrile and butadiene, characterized by its polar nitrile groups, which provide superior resistance to oils, fuels, and many chemicals, but it is usually opaque. The fundamental differences in chemical composition and molecular structure result in transparent rubber excelling in visibility and weathering applications, while nitrile rubber is preferred for seals exposed to petroleum-based fluids and harsh chemical environments.
Physical Properties Comparison
Transparent rubber exhibits excellent clarity and flexibility, making it suitable for seals requiring visibility and moderate chemical resistance. Nitrile rubber offers superior resistance to oils, fuels, and abrasion, combined with higher tensile strength and better temperature tolerance, typically ranging from -40degC to 120degC. While transparent rubber excels in visual applications, nitrile rubber is preferred for demanding industrial sealing environments due to its durability and chemical resistance.
Transparency and Aesthetics
Transparent rubber offers superior clarity and visual appeal, making it ideal for seals where aesthetics and visibility are crucial. Nitrile rubber, while excellent for chemical resistance and durability, lacks transparency and appears opaque, limiting its use in applications requiring clear seals. Transparent rubber seals enhance product design by providing clean, unobtrusive sealing solutions without compromising functionality.
Durability and Wear Resistance
Transparent rubber offers moderate durability and wear resistance, making it suitable for applications requiring visibility and aesthetic appeal but less demanding mechanical stress. Nitrile rubber excels in durability and wear resistance due to its strong resistance to oils, fuels, and abrasion, providing superior performance in harsh industrial environments. Choosing nitrile rubber seals ensures longer service life and enhanced protection in dynamic or heavy-duty sealing tasks.
Chemical and Oil Resistance
Nitrile rubber exhibits superior chemical and oil resistance compared to transparent rubber, making it the preferred choice for seals exposed to hydrocarbons, oils, and various solvents. Transparent rubber, often made from silicone or EPDM, offers moderate resistance but may degrade faster when in contact with petroleum-based fluids. For applications requiring long-lasting durability in aggressive chemical environments, nitrile rubber seals provide enhanced performance and reliability.
Temperature Tolerance
Transparent rubber typically offers lower temperature tolerance, functioning effectively between -40degC to 80degC, making it suitable for applications with moderate thermal exposure. Nitrile rubber (NBR) excels in handling temperatures from -40degC up to 120degC, providing superior resistance to heat and oil, essential for seals in harsh industrial environments. Selecting nitrile rubber ensures enhanced durability and performance in high-temperature sealing applications compared to transparent rubber.
Applications in Sealing Technology
Transparent rubber offers excellent visual inspection capabilities and is ideal for seals in medical devices, food processing, and pharmaceutical applications where contamination detection is critical. Nitrile rubber excels in sealing technology for automotive, aviation, and industrial machinery due to its superior resistance to oils, fuels, and high temperatures. The choice between transparent and nitrile rubber seals depends primarily on chemical compatibility and operational environment requirements in sealing applications.
Cost Considerations and Availability
Transparent rubber seals generally cost more than nitrile rubber due to the specialized manufacturing processes required for clarity and purity. Nitrile rubber seals offer widespread availability and lower prices, driven by high demand in automotive and industrial applications. Cost-effective procurement of nitrile rubber remains favorable for large-scale sealing projects requiring oil and chemical resistance.
Choosing the Right Rubber for Your Sealing Needs
Transparent rubber offers excellent visibility and flexibility, making it ideal for seals in applications requiring inspection and aesthetic appeal. Nitrile rubber excels in oil, fuel, and chemical resistance, providing durability and high performance in demanding industrial environments. Selecting the right rubber depends on your sealing requirements, including chemical exposure, temperature range, and mechanical durability.
Infographic: Transparent rubber vs Nitrile rubber for Seal