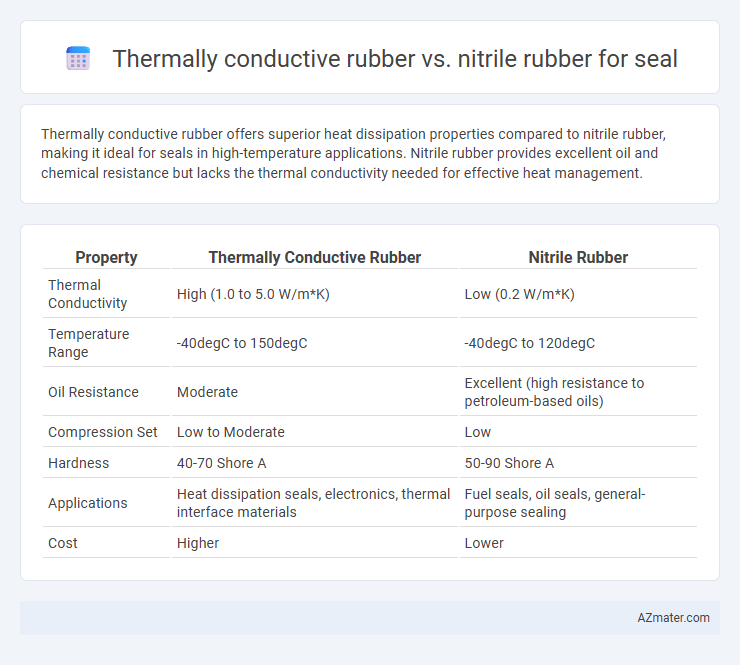
Thermally conductive rubber offers superior heat dissipation properties compared to nitrile rubber, making it ideal for seals in high-temperature applications. Nitrile rubber provides excellent oil and chemical resistance but lacks the thermal conductivity needed for effective heat management.
Table of Comparison
| Property | Thermally Conductive Rubber | Nitrile Rubber |
|---|---|---|
| Thermal Conductivity | High (1.0 to 5.0 W/m*K) | Low (0.2 W/m*K) |
| Temperature Range | -40degC to 150degC | -40degC to 120degC |
| Oil Resistance | Moderate | Excellent (high resistance to petroleum-based oils) |
| Compression Set | Low to Moderate | Low |
| Hardness | 40-70 Shore A | 50-90 Shore A |
| Applications | Heat dissipation seals, electronics, thermal interface materials | Fuel seals, oil seals, general-purpose sealing |
| Cost | Higher | Lower |
Introduction to Seal Material Selection
Thermally conductive rubber enhances heat dissipation in seals, making it ideal for applications requiring efficient thermal management, whereas nitrile rubber offers exceptional resistance to oils, fuels, and chemicals, ensuring durability in harsh environments. Selecting seal materials depends on balancing thermal conductivity needs with chemical compatibility and mechanical properties. Evaluating operational temperatures, exposure to fluids, and sealing performance guides the choice between thermally conductive rubber and nitrile rubber for optimal seal longevity and reliability.
Overview of Thermally Conductive Rubber
Thermally conductive rubber offers enhanced heat dissipation properties critical for high-temperature sealing applications, outperforming standard nitrile rubber due to its ability to transfer heat efficiently while maintaining flexibility and durability. This specialized material integrates thermally conductive fillers such as boron nitride, graphite, or aluminum oxide, enabling improved thermal management in electronic, automotive, and industrial seals. Its superior thermal conductivity, often ranging from 1 to 10 W/m*K compared to nitrile's negligible conductivity, makes it ideal for seals exposed to intense thermal loads where traditional nitrile would degrade or fail.
Properties of Nitrile Rubber in Sealing Applications
Nitrile rubber offers excellent resistance to oils, fuels, and chemicals, making it a preferred choice for sealing applications in automotive and industrial environments. Its superior tensile strength and flexibility ensure reliable sealing performance under varying temperatures and pressures. Compared to thermally conductive rubber, nitrile rubber's durability and resistance to wear contribute to longer service life in harsh conditions.
Thermal Conductivity Comparison
Thermally conductive rubber exhibits significantly higher thermal conductivity, typically ranging from 1 to 10 W/m*K, compared to nitrile rubber which generally has a low thermal conductivity around 0.2 W/m*K. This enhanced heat dissipation capability makes thermally conductive rubber ideal for applications requiring efficient thermal management in seals. Nitrile rubber, known for its chemical resistance and durability, is less effective in transferring heat, limiting its use where thermal conductivity is critical.
Chemical and Oil Resistance Analysis
Thermally conductive rubber exhibits enhanced heat dissipation properties while maintaining moderate resistance to chemicals and oils, making it suitable for applications requiring both thermal management and sealing performance. Nitrile rubber excels in chemical and oil resistance due to its strong affinity for hydrocarbons, providing superior durability in environments exposed to oils, fuels, and greases. Comparative analysis reveals that while thermally conductive rubber offers thermal advantages, nitrile rubber is preferred where robust chemical and oil resistance is critical for seal longevity.
Mechanical Strength and Durability
Thermally conductive rubber offers enhanced mechanical strength with superior resistance to deformation under high thermal loads compared to nitrile rubber, which is primarily valued for its oil and chemical resistance but has moderate mechanical durability. The enhanced filler materials in thermally conductive rubber improve structural integrity and longevity in demanding sealing applications exposed to elevated temperatures. Nitrile rubber seals, while durable in standard mechanical stress environments, tend to degrade faster when exposed to extreme heat or abrasive conditions, making thermally conductive rubber the preferred choice for high-performance sealing requiring both mechanical strength and thermal stability.
Temperature Range Suitability
Thermally conductive rubber typically operates efficiently within a temperature range of -40degC to 180degC, making it ideal for applications requiring heat dissipation and maintaining seal integrity under moderate heat. Nitrile rubber seals are generally suitable for temperatures between -30degC and 120degC, offering strong resistance to oils and fuels but lower thermal tolerance compared to thermally conductive variants. Selecting between these materials depends on the specific temperature range and thermal management needs of the sealing application.
Cost and Availability Factors
Thermally conductive rubber typically incurs higher costs compared to nitrile rubber due to specialized filler materials like boron nitride or aluminum oxide used to enhance heat dissipation. Nitrile rubber remains widely available and cost-effective, leveraging its established supply chain and versatile properties for seals in various industrial applications. The price differential and accessibility make nitrile rubber a preferred choice for budget-conscious projects, whereas thermally conductive rubber is favored when thermal management is critical despite its premium cost.
Application-Specific Recommendations
Thermally conductive rubber excels in applications requiring efficient heat dissipation and electrical insulation, such as in electronic devices, LED lighting, and heat-sensitive sealing environments. Nitrile rubber, known for its superior oil, fuel, and chemical resistance, is ideal for automotive seals, fuel systems, and hydraulic applications where exposure to petroleum-based substances is prevalent. Selecting the appropriate material depends on balancing thermal management needs with chemical exposure, ensuring optimal sealing performance and durability in the specific application.
Conclusion: Best Choice for Seal Applications
Thermally conductive rubber offers superior heat dissipation and enhanced thermal management, making it ideal for seal applications in electronics and high-temperature environments. Nitrile rubber excels in chemical resistance and durability, suited for oil and fuel sealing but lacks effective thermal conductivity. For seal applications requiring both sealing performance and heat control, thermally conductive rubber is the best choice, while nitrile rubber remains preferable for chemical exposure scenarios.
Infographic: Thermally conductive rubber vs Nitrile rubber for Seal