Liquid rubber offers superior flexibility and enhanced chemical resistance compared to chloroprene rubber in conveyor belt applications. Chloroprene rubber provides better abrasion resistance and durability under extreme temperatures, making it ideal for heavy-duty conveyor belts.
Table of Comparison
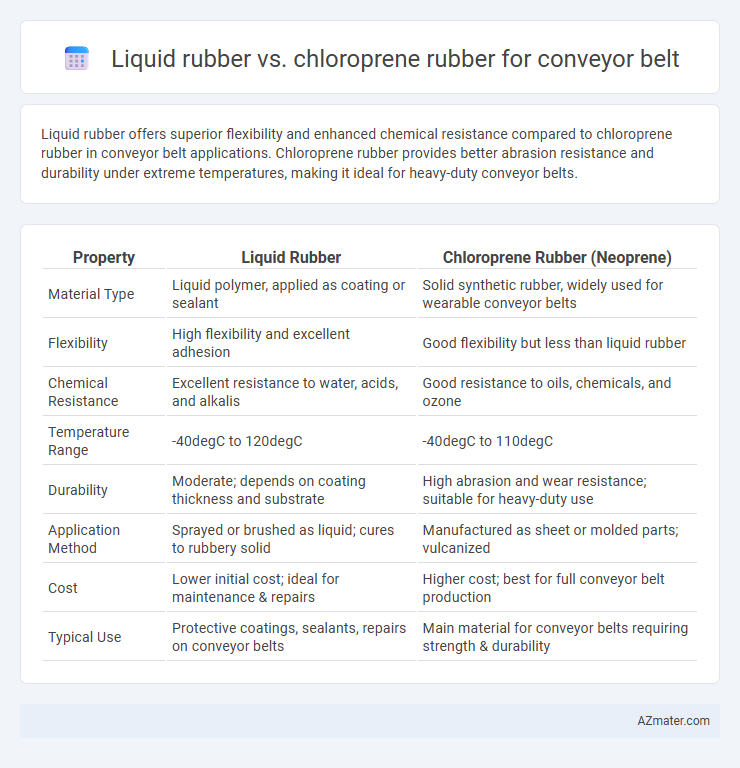
| Property | Liquid Rubber | Chloroprene Rubber (Neoprene) |
|---|---|---|
| Material Type | Liquid polymer, applied as coating or sealant | Solid synthetic rubber, widely used for wearable conveyor belts |
| Flexibility | High flexibility and excellent adhesion | Good flexibility but less than liquid rubber |
| Chemical Resistance | Excellent resistance to water, acids, and alkalis | Good resistance to oils, chemicals, and ozone |
| Temperature Range | -40degC to 120degC | -40degC to 110degC |
| Durability | Moderate; depends on coating thickness and substrate | High abrasion and wear resistance; suitable for heavy-duty use |
| Application Method | Sprayed or brushed as liquid; cures to rubbery solid | Manufactured as sheet or molded parts; vulcanized |
| Cost | Lower initial cost; ideal for maintenance & repairs | Higher cost; best for full conveyor belt production |
| Typical Use | Protective coatings, sealants, repairs on conveyor belts | Main material for conveyor belts requiring strength & durability |
Introduction to Conveyor Belt Materials
Conveyor belts primarily use materials like liquid rubber and chloroprene rubber, each offering distinct properties tailored for industrial applications. Liquid rubber provides excellent elasticity and chemical resistance, making it suitable for environments with harsh chemicals or extreme temperatures. Chloroprene rubber, known for its durability, oil resistance, and weather stability, is commonly chosen for heavy-duty conveyor belts in mining and manufacturing sectors.
What is Liquid Rubber?
Liquid rubber is a versatile polymeric material in a liquid state that cures into a durable, flexible, and waterproof coating, making it ideal for conveyor belt applications requiring enhanced abrasion resistance and chemical stability. Unlike chloroprene rubber, which is a solid synthetic rubber known for its excellent heat, oil, and weather resistance, liquid rubber provides a seamless protective layer that can be easily applied and repaired. The superior adhesion and elasticity of liquid rubber extend conveyor belt lifespan by preventing cracks and wear in harsh industrial environments.
What is Chloroprene Rubber?
Chloroprene rubber, also known as Neoprene, is a synthetic elastomer renowned for its excellent chemical stability, oil resistance, and durability under harsh environments, making it ideal for conveyor belts exposed to chemicals and varying temperatures. Its molecular structure provides enhanced resistance to abrasion, ozone, and weathering compared to liquid rubber alternatives, ensuring longer service life in industrial applications. Conveyor belts made from chloroprene rubber offer reliable performance in heavy-duty material handling, including in sectors like mining, manufacturing, and food processing where durability and safety are critical.
Chemical Composition and Structure Comparison
Liquid rubber and chloroprene rubber differ significantly in chemical composition and molecular structure, impacting their performance in conveyor belts. Liquid rubber is typically composed of synthetic polymers like styrene-butadiene or polyurethane, offering a flexible, cross-linked network with high abrasion and chemical resistance. Chloroprene rubber (neoprene) contains polychloroprene chains with chlorine atoms, providing enhanced resistance to oils, chemicals, and weathering due to its densely packed molecular structure and strong intermolecular forces.
Durability and Wear Resistance
Liquid rubber conveyor belts exhibit superior flexibility and excellent abrasion resistance, making them ideal for applications requiring high durability under dynamic conditions. Chloroprene rubber (neoprene) offers balanced wear resistance and strong chemical stability, providing reliable performance in environments with exposure to oils and weathering. For conveyor belts, liquid rubber provides enhanced durability against mechanical stress, while chloroprene rubber excels in resisting chemical degradation and maintaining structural integrity over time.
Flexibility and Tensile Strength Differences
Liquid rubber offers superior flexibility compared to chloroprene rubber, making it ideal for conveyor belts requiring frequent bending and movement. Chloroprene rubber exhibits higher tensile strength, providing enhanced resistance to wear and elongation under heavy loads. Selecting between the two depends on prioritizing flexibility for dynamic applications or tensile strength for durability in harsh environments.
Temperature and Environmental Performance
Liquid rubber offers superior temperature resistance, maintaining flexibility and durability in temperatures ranging from -40degC to 120degC, making it ideal for conveyor belts exposed to harsh temperature fluctuations. Chloroprene rubber (Neoprene) demonstrates excellent environmental performance with resistance to ozone, weathering, and oil, suitable for conveyor belts in outdoor or chemically aggressive environments. Both materials provide robust performance, but liquid rubber excels in thermal stability while chloroprene rubber ensures enhanced environmental resilience.
Installation and Maintenance Requirements
Liquid rubber offers a seamless, flexible coating that simplifies installation on conveyor belts by reducing downtime and eliminating the need for hot vulcanization. Chloroprene rubber requires adhesive bonding and often hot vulcanization, leading to longer installation times and specialized equipment use. Maintenance of liquid rubber coatings is easier due to their chemical resistance and self-healing properties, whereas chloroprene rubber belts demand regular inspection for cracks and chemical degradation.
Cost Analysis: Liquid Rubber vs Chloroprene Rubber
Liquid rubber generally offers lower upfront costs compared to chloroprene rubber, primarily due to its simpler manufacturing process and fewer raw material requirements. Chloroprene rubber, known for its superior durability and chemical resistance, often entails higher initial investment but can result in longer conveyor belt lifespan, offsetting maintenance expenses over time. Evaluating total cost of ownership, liquid rubber may be more cost-effective for short-term applications, while chloroprene rubber provides better value in demanding industrial environments needing enhanced performance.
Best Applications and Recommendations
Liquid rubber offers superior flexibility and excellent resistance to abrasion, making it ideal for conveyor belts handling sharp or abrasive materials in industries like mining and recycling. Chloroprene rubber excels in oil and chemical resistance, suitable for conveyor systems in automotive and chemical manufacturing where exposure to hydrocarbons is frequent. For optimal conveyor belt durability, select liquid rubber in high-wear environments and chloroprene rubber where chemical exposure is a primary concern.
Infographic: Liquid rubber vs Chloroprene rubber for Conveyor belt