Nanocomposite rubber enhances hose durability and chemical resistance compared to traditional nitrile rubber by integrating nanoscale fillers that improve tensile strength and abrasion resistance. This results in hoses with superior performance in high-pressure and extreme-temperature applications.
Table of Comparison
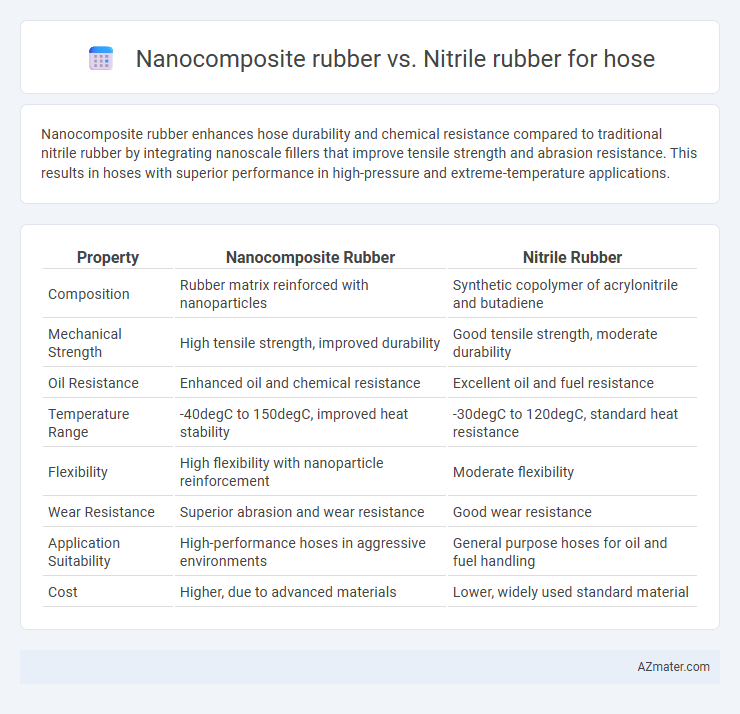
| Property | Nanocomposite Rubber | Nitrile Rubber |
|---|---|---|
| Composition | Rubber matrix reinforced with nanoparticles | Synthetic copolymer of acrylonitrile and butadiene |
| Mechanical Strength | High tensile strength, improved durability | Good tensile strength, moderate durability |
| Oil Resistance | Enhanced oil and chemical resistance | Excellent oil and fuel resistance |
| Temperature Range | -40degC to 150degC, improved heat stability | -30degC to 120degC, standard heat resistance |
| Flexibility | High flexibility with nanoparticle reinforcement | Moderate flexibility |
| Wear Resistance | Superior abrasion and wear resistance | Good wear resistance |
| Application Suitability | High-performance hoses in aggressive environments | General purpose hoses for oil and fuel handling |
| Cost | Higher, due to advanced materials | Lower, widely used standard material |
Introduction to Nanocomposite and Nitrile Rubbers
Nanocomposite rubber integrates nanoscale fillers such as carbon nanotubes or nanoclays into the polymer matrix, enhancing mechanical strength, thermal stability, and chemical resistance compared to conventional rubbers. Nitrile rubber (NBR), a synthetic copolymer of acrylonitrile and butadiene, is renowned for its excellent oil, fuel, and abrasion resistance, widely used in hose applications requiring durability under harsh conditions. The combination of nanocomposite technology with nitrile rubber properties offers superior performance by improving wear resistance and extending hose lifespan in industrial and automotive sectors.
Key Material Properties of Nanocomposite Rubber
Nanocomposite rubber exhibits enhanced tensile strength, superior abrasion resistance, and improved thermal stability compared to traditional nitrile rubber, making it ideal for hose applications requiring durability under high pressure and extreme temperatures. The incorporation of nanoparticles, such as nanoclays or carbon nanotubes, significantly increases barrier properties against oils, fuels, and chemicals, outperforming standard nitrile rubber formulations. These key material properties result in hoses with extended service life and higher reliability in demanding industrial environments.
Core Characteristics of Nitrile Rubber for Hoses
Nitrile rubber exhibits exceptional resistance to oils, fuels, and chemicals, making it ideal for industrial hose applications requiring durability under harsh conditions. Its unique copolymer structure provides excellent tensile strength and abrasion resistance, ensuring long-lasting performance in dynamic environments. Compared to nanocomposite rubber, nitrile rubber offers superior impermeability to gases and fluids, which is critical for maintaining hose integrity and preventing leaks.
Comparative Mechanical Strength and Durability
Nanocomposite rubber exhibits superior mechanical strength compared to traditional nitrile rubber due to the uniform dispersion of nanoscale fillers, which enhance tensile strength, abrasion resistance, and tear toughness. Nitrile rubber, while offering good oil resistance and flexibility, typically shows lower durability under high-stress conditions and prolonged mechanical wear. Consequently, nanocomposite rubber hoses provide extended service life and improved reliability in demanding industrial applications where mechanical performance is critical.
Chemical Resistance: Nanocomposite vs Nitrile Rubber
Nanocomposite rubber exhibits superior chemical resistance compared to traditional nitrile rubber in hose applications, particularly against fuels, oils, and solvents. The incorporation of nanoparticles in nanocomposite rubber enhances barrier properties and reduces permeation rates, resulting in improved durability in aggressive chemical environments. Nitrile rubber, while effective against petroleum-based fluids, shows relatively higher degradation when exposed to aromatic hydrocarbons and certain solvents.
Thermal Stability and Temperature Performance
Nanocomposite rubber exhibits enhanced thermal stability and superior temperature performance compared to conventional nitrile rubber, making it ideal for high-temperature hose applications. The incorporation of nanoparticles improves heat resistance, reducing degradation and maintaining mechanical integrity at elevated temperatures exceeding 150degC. In contrast, nitrile rubber typically withstands temperatures up to 100degC, limiting its use in extreme thermal environments.
Flexibility and Elasticity in Hose Applications
Nanocomposite rubber exhibits superior flexibility and elasticity compared to conventional nitrile rubber, enhancing its performance in hose applications where dynamic movement and frequent bending occur. The incorporation of nanofillers in nanocomposite rubber improves molecular chain mobility, resulting in higher resilience and better shape recovery after deformation. This elevated flexibility and elasticity reduce fatigue and extend the operational lifespan of hoses used in demanding environments such as automotive and industrial fluid transfer systems.
Cost-Efficiency and Manufacturing Considerations
Nanocomposite rubber offers enhanced mechanical strength and improved chemical resistance compared to conventional nitrile rubber, resulting in longer hose service life and reduced maintenance costs. Manufacturing nanocomposite rubber involves higher initial material and processing expenses due to the integration of nanoscale fillers and advanced compounding techniques. However, the extended durability and superior performance often lead to better cost-efficiency over the hose's operational lifespan, offsetting the upfront investment in complex production methods.
Environmental Impact and Sustainability Factors
Nanocomposite rubber for hoses offers enhanced environmental benefits by reducing material usage due to its superior strength and durability, leading to less frequent replacements and lower waste generation. Nitrile rubber, while widely used for its resistance to oils and chemicals, tends to have a higher environmental footprint because it is derived from synthetic petroleum-based sources and is less biodegradable. Sustainable hose manufacturing increasingly favors nanocomposite rubber for its potential in minimizing carbon emissions and improving recyclability compared to conventional nitrile rubber.
Application Suitability: Choosing the Right Rubber for Hoses
Nanocomposite rubber offers enhanced mechanical strength, improved abrasion resistance, and superior thermal stability, making it ideal for hoses used in high-pressure or harsh chemical environments. Nitrile rubber excels in oil resistance and flexibility, which suits hoses for fuel delivery, hydraulic systems, and automotive applications. Selecting between nanocomposite and nitrile rubber depends on specific requirements such as chemical exposure, temperature range, and operational stress conditions.
Infographic: Nanocomposite rubber vs Nitrile rubber for Hose