Styrene-butadiene rubber (SBR) offers excellent abrasion resistance and cost-effectiveness for conveyor belts, while Chloroprene rubber (CR) provides superior oil, ozone, and weather resistance, making it ideal for harsh industrial environments. Choosing between SBR and CR depends on the conveyor belt's exposure to chemicals, temperature, and outdoor conditions.
Table of Comparison
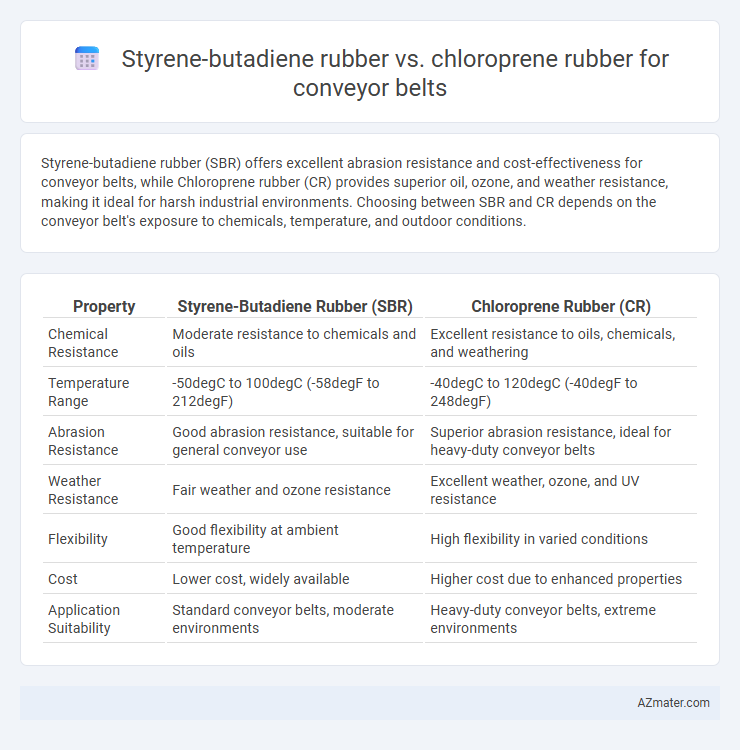
| Property | Styrene-Butadiene Rubber (SBR) | Chloroprene Rubber (CR) |
|---|---|---|
| Chemical Resistance | Moderate resistance to chemicals and oils | Excellent resistance to oils, chemicals, and weathering |
| Temperature Range | -50degC to 100degC (-58degF to 212degF) | -40degC to 120degC (-40degF to 248degF) |
| Abrasion Resistance | Good abrasion resistance, suitable for general conveyor use | Superior abrasion resistance, ideal for heavy-duty conveyor belts |
| Weather Resistance | Fair weather and ozone resistance | Excellent weather, ozone, and UV resistance |
| Flexibility | Good flexibility at ambient temperature | High flexibility in varied conditions |
| Cost | Lower cost, widely available | Higher cost due to enhanced properties |
| Application Suitability | Standard conveyor belts, moderate environments | Heavy-duty conveyor belts, extreme environments |
Overview of Styrene-Butadiene Rubber (SBR) and Chloroprene Rubber (CR)
Styrene-butadiene rubber (SBR) offers excellent abrasion resistance and good aging stability, making it suitable for conveyor belts handling moderate mechanical stress and exposure to mild chemicals. Chloroprene rubber (CR), also known as neoprene, provides superior chemical, oil, and weather resistance with enhanced tensile strength and ozone resistance, ideal for conveyor belts used in harsh environments. Both SBR and CR exhibit strong elasticity and flexibility, but CR's resistance to extreme conditions makes it preferable for applications requiring durability against aggressive environmental factors.
Key Material Properties: SBR vs CR
Styrene-butadiene rubber (SBR) exhibits excellent abrasion resistance and good aging stability, making it a cost-effective choice for conveyor belts subjected to moderate mechanical stresses. Chloroprene rubber (CR), known for its superior ozone, weather, and chemical resistance, offers enhanced durability in harsh environments and exposure to oils or solvents. SBR provides flexibility and wear resistance, while CR delivers greater resilience against environmental degradation, critical for extending conveyor belt lifespan in demanding industrial applications.
Abrasion Resistance Comparison
Styrene-butadiene rubber (SBR) offers moderate abrasion resistance suitable for general conveyor belt applications but tends to wear faster under heavy abrasive conditions compared to chloroprene rubber. Chloroprene rubber (CR), known for its superior abrasion resistance and resilience, provides enhanced durability and longer service life in highly abrasive environments. Conveyor belts utilizing chloroprene rubber exhibit better performance by reducing maintenance frequency and improving operational efficiency in demanding industrial settings.
Oil and Chemical Resistance Differences
Styrene-butadiene rubber (SBR) exhibits moderate oil resistance but tends to degrade when exposed to hydrocarbons and aggressive chemicals, making it less suitable for conveyor belts in oily or chemically harsh environments. Chloroprene rubber (CR), also known as Neoprene, offers superior resistance to oils, fuels, acids, alkalines, and other chemicals, maintaining its mechanical integrity and flexibility under demanding industrial conditions. For conveyor belts requiring robust oil and chemical resistance, chloroprene rubber ensures longer service life and reduced maintenance compared to Styrene-butadiene rubber.
Temperature Tolerance: SBR and CR
Styrene-butadiene rubber (SBR) offers moderate temperature tolerance, typically withstanding continuous use up to 70degC (158degF), making it suitable for general conveyor belt applications with less exposure to extreme heat. Chloroprene rubber (CR), also known as neoprene, exhibits superior temperature resistance, handling continuous temperatures up to 120degC (248degF) and short-term spikes beyond 130degC (266degF), ideal for conveyor belts in high-temperature environments. The enhanced thermal stability and resistance to heat aging in CR extend the service life of conveyor belts under harsh thermal conditions compared to SBR.
Flame Retardancy and Safety Standards
Styrene-butadiene rubber (SBR) offers moderate flame retardancy but typically requires additives to meet stringent safety standards for conveyor belts, whereas chloroprene rubber (CR) inherently exhibits superior flame resistance and self-extinguishing properties, making it more suitable for fire-sensitive applications. CR complies with higher industrial safety regulations, including ASTM E662 and ISO 340, due to its limited smoke generation and lower toxic gas emissions during combustion. The enhanced durability and flame retardant qualities of chloroprene rubber improve conveyor belt safety in hazardous environments compared to SBR.
Performance Under Dynamic Stress
Styrene-butadiene rubber (SBR) exhibits excellent abrasion resistance and good tensile strength, making it suitable for conveyor belts exposed to moderate dynamic stress and repetitive bending. Chloroprene rubber (CR) offers superior resistance to oil, ozone, and weathering, with enhanced elasticity and fatigue resistance that improves performance under high dynamic stress and continuous flexing. For conveyor belts experiencing intense mechanical stress and harsh environmental conditions, chloroprene rubber generally provides a longer service life and better overall durability.
Cost-Efficiency and Market Availability
Styrene-butadiene rubber (SBR) offers superior cost-efficiency for conveyor belts due to its lower raw material expenses and widespread production, making it highly accessible in global markets. Chloroprene rubber (CR), while providing enhanced chemical resistance and durability, commands higher prices and limited availability owing to complex manufacturing processes and specialized applications. Market demand favors SBR for budget-conscious operations, whereas CR serves niche sectors requiring premium performance despite elevated costs.
Typical Applications in Conveyor Belts
Styrene-butadiene rubber (SBR) is widely used in conveyor belts requiring abrasion resistance and flexibility, common in mining, agriculture, and construction industries. Chloroprene rubber (neoprene) offers superior oil, weather, and chemical resistance, making it ideal for conveyor belts in harsh environments such as chemical plants and outdoor operations. Both materials provide durability, but chloroprene rubber is preferred where exposure to oils and extreme weather conditions is a critical factor.
Choosing the Right Rubber for Conveyor Belt Needs
Styrene-butadiene rubber (SBR) offers excellent abrasion resistance and good mechanical properties, making it suitable for general-purpose conveyor belts in bulk material handling. Chloroprene rubber (CR) provides superior oil, ozone, and weather resistance, ideal for conveyor belts exposed to harsh environmental conditions or oils. Selecting the right rubber depends on the specific operational environment, considering factors such as abrasion, chemical exposure, temperature range, and durability requirements.
Infographic: Styrene-butadiene rubber vs Chloroprene rubber for Conveyor belt