Butyl rubber offers superior gas impermeability and chemical resistance, making it ideal for medical stoppers requiring airtight seals. Silicone rubber provides excellent flexibility and biocompatibility, ensuring safe use in sterile medical environments.
Table of Comparison
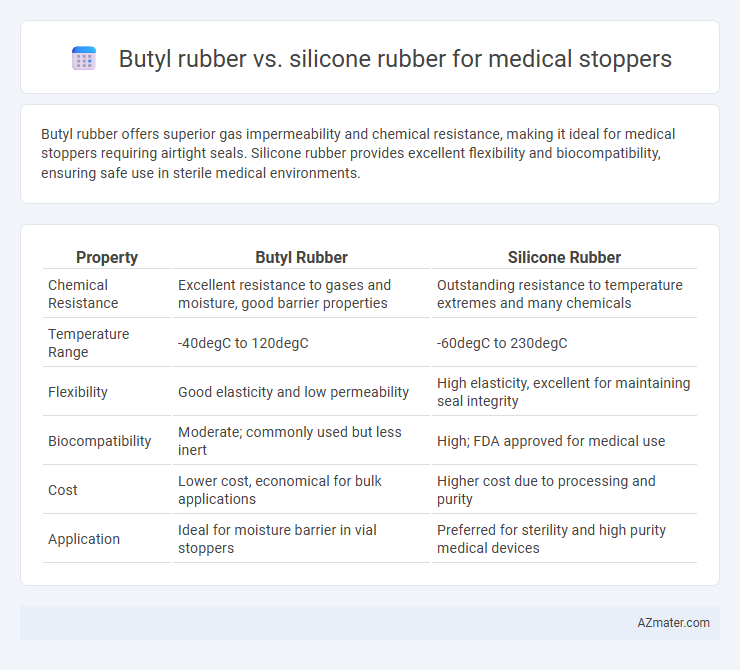
| Property | Butyl Rubber | Silicone Rubber |
|---|---|---|
| Chemical Resistance | Excellent resistance to gases and moisture, good barrier properties | Outstanding resistance to temperature extremes and many chemicals |
| Temperature Range | -40degC to 120degC | -60degC to 230degC |
| Flexibility | Good elasticity and low permeability | High elasticity, excellent for maintaining seal integrity |
| Biocompatibility | Moderate; commonly used but less inert | High; FDA approved for medical use |
| Cost | Lower cost, economical for bulk applications | Higher cost due to processing and purity |
| Application | Ideal for moisture barrier in vial stoppers | Preferred for sterility and high purity medical devices |
Overview of Medical Stopper Materials
Medical stoppers commonly use butyl rubber and silicone rubber due to their distinct material properties. Butyl rubber offers excellent impermeability to gases and superior chemical resistance, making it ideal for maintaining sterility and drug integrity in vial closures. Silicone rubber provides outstanding biocompatibility, thermal stability, and flexibility, ensuring effective sealing and patient safety in pharmaceutical applications.
Composition and Properties of Butyl Rubber
Butyl rubber, composed primarily of isobutylene with a small amount of isoprene, exhibits exceptional gas impermeability, chemical resistance, and flexibility, making it ideal for medical stoppers requiring airtight seals. Its low permeability to gases such as oxygen and moisture helps maintain the sterility and integrity of pharmaceutical products. Unlike silicone rubber, butyl rubber provides superior resistance to solvents and better mechanical strength, ensuring durable performance in medical applications.
Composition and Properties of Silicone Rubber
Silicone rubber used in medical stoppers is composed primarily of polydimethylsiloxane, characterized by a flexible silicon-oxygen backbone that imparts excellent thermal stability, biocompatibility, and chemical inertness. This composition enables silicone rubber to withstand a wide temperature range from -60degC to 230degC, resist compression set, and maintain elasticity over time, making it ideal for sterile medical environments. Compared to butyl rubber, silicone rubber offers superior gas permeability and flexibility but typically has lower tensile strength and tear resistance, influencing material selection based on specific medical stopper requirements.
Chemical Resistance: Butyl vs Silicone Rubber
Butyl rubber exhibits superior chemical resistance against polar solvents, acids, and bases, making it highly effective for medical stoppers exposed to harsh pharmaceutical compounds. Silicone rubber offers excellent resistance to oxygen, ozone, and extreme temperatures but is less resistant to strong solvents and oils compared to butyl. Selecting between butyl and silicone rubber depends on the specific chemical exposure in the medical environment, with butyl preferred for solvent-heavy applications and silicone favored for biocompatibility and temperature stability.
Biocompatibility and Safety Considerations
Butyl rubber and silicone rubber are commonly used materials for medical stoppers, each with distinct biocompatibility and safety profiles. Silicone rubber exhibits superior biocompatibility, demonstrating minimal cytotoxicity, low allergenic potential, and excellent resistance to sterilization processes like autoclaving and gamma irradiation, making it ideal for sensitive pharmaceutical applications. Butyl rubber, while offering good impermeability to gases and chemicals, may pose higher risks of leachables and extractables, requiring rigorous safety assessments to ensure compliance with USP <87>/<88> and ISO 10993 standards in medical device manufacturing.
Gas and Moisture Barrier Performance
Butyl rubber exhibits superior gas barrier properties with extremely low permeability to oxygen and moisture, making it ideal for medical stoppers requiring extended shelf life and sterility. Silicone rubber offers excellent flexibility and chemical inertness but has higher gas and moisture permeability, which may compromise the airtight seal needed in pharmaceutical packaging. Selecting butyl rubber ensures enhanced protection against gas ingress and moisture contamination, critical for maintaining drug efficacy in medical stopper applications.
Durability and Temperature Stability
Butyl rubber offers excellent durability with strong resistance to gases and chemicals, making it ideal for medical stoppers exposed to harsh sterilization processes. Silicone rubber provides superior temperature stability, maintaining flexibility and integrity across a wide range of temperatures from -60degC to 230degC, which is critical for applications involving extreme heat or cold. Both materials ensure containment and sterility, but silicone excels in thermal resilience while butyl rubber is favored for long-term durability and impermeability.
Ease of Sterilization and Processing
Butyl rubber offers excellent resistance to moisture and gases, making it easier to sterilize using steam autoclaving without compromising its integrity, while silicone rubber excels in withstanding high-temperature sterilization methods like gamma radiation and ethylene oxide. Processing butyl rubber involves conventional molding techniques with moderate curing times, contributing to efficient manufacturing, whereas silicone rubber requires specialized equipment and longer curing cycles due to its heat-curable silicone elastomer properties. The choice between butyl and silicone rubber for medical stoppers largely depends on the sterilization method compatibility and the specific processing requirements of the production facility.
Cost and Availability Comparison
Butyl rubber offers a cost-effective solution for medical stoppers due to its lower raw material and manufacturing expenses compared to silicone rubber. Silicone rubber, while more expensive, provides superior chemical resistance and temperature stability but may face supply chain limitations affecting availability. In high-volume production, butyl rubber's affordability and widespread availability make it a preferred choice, whereas silicone rubber suits applications demanding enhanced performance despite higher costs.
Best Applications: Choosing the Right Rubber for Medical Stoppers
Butyl rubber excels in medical stoppers requiring superior gas impermeability and chemical resistance, making it ideal for injectable drug vials and blood collection tubes. Silicone rubber offers outstanding elasticity, temperature stability, and biocompatibility, preferred for applications involving autoclaving and sensitive drug formulations. Selecting the appropriate rubber depends on factors like sterility, chemical interaction, and storage conditions to ensure the safety and efficacy of medical products.
Infographic: Butyl rubber vs Silicone rubber for Medical stopper