Nanocomposite rubber enhances conveyor belt performance with superior abrasion resistance and thermal stability compared to conventional chloroprene rubber. Its improved mechanical strength and durability extend belt lifespan in heavy-duty industrial applications.
Table of Comparison
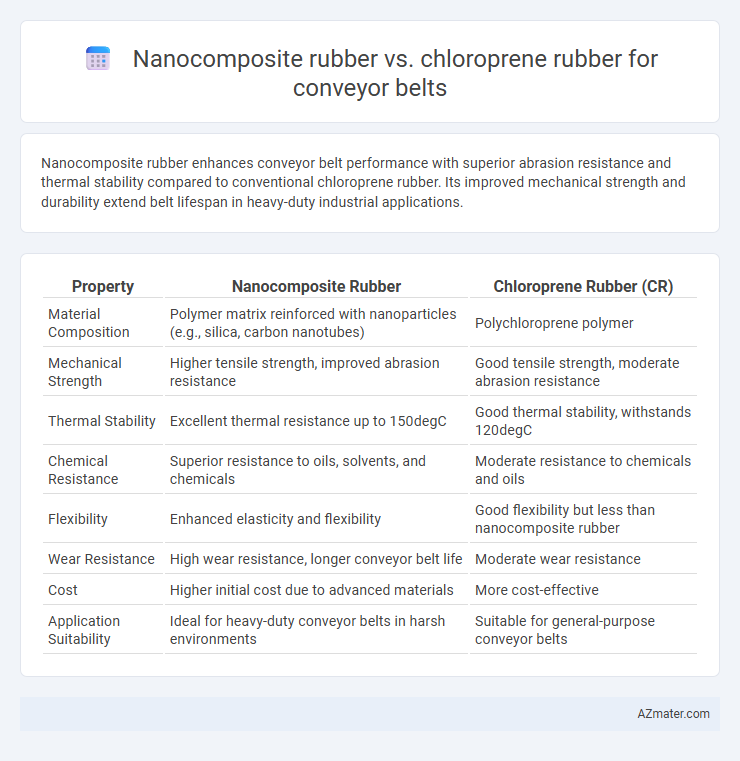
| Property | Nanocomposite Rubber | Chloroprene Rubber (CR) |
|---|---|---|
| Material Composition | Polymer matrix reinforced with nanoparticles (e.g., silica, carbon nanotubes) | Polychloroprene polymer |
| Mechanical Strength | Higher tensile strength, improved abrasion resistance | Good tensile strength, moderate abrasion resistance |
| Thermal Stability | Excellent thermal resistance up to 150degC | Good thermal stability, withstands 120degC |
| Chemical Resistance | Superior resistance to oils, solvents, and chemicals | Moderate resistance to chemicals and oils |
| Flexibility | Enhanced elasticity and flexibility | Good flexibility but less than nanocomposite rubber |
| Wear Resistance | High wear resistance, longer conveyor belt life | Moderate wear resistance |
| Cost | Higher initial cost due to advanced materials | More cost-effective |
| Application Suitability | Ideal for heavy-duty conveyor belts in harsh environments | Suitable for general-purpose conveyor belts |
Introduction to Conveyor Belt Materials
Nanocomposite rubber enhances conveyor belt durability by integrating nanoscale fillers that improve abrasion resistance and tensile strength compared to traditional chloroprene rubber. Chloroprene rubber, known for its excellent weather resistance and flexibility, remains a common material choice for belts operating under moderate conditions. The advanced mechanical properties of nanocomposite rubber provide superior performance in harsh industrial environments where increased load-bearing capacity and longevity are critical.
Overview of Chloroprene Rubber Properties
Chloroprene rubber exhibits excellent resistance to oil, abrasion, weathering, and ozone, making it highly suitable for conveyor belts operating under harsh environmental conditions. Its inherent flexibility and good tensile strength contribute to the durability and longevity of conveyor belts in industrial applications. Compared to nanocomposite rubber, chloroprene rubber maintains consistent performance in temperature extremes and mechanical stress, ensuring reliable conveyor belt function.
Understanding Nanocomposite Rubber Technology
Nanocomposite rubber enhances conveyor belt performance by incorporating nanoscale fillers such as silica or carbon nanotubes, which significantly improve mechanical strength, abrasion resistance, and thermal stability compared to traditional chloroprene rubber. The nanoscale dispersion in nanocomposite rubber creates a more uniform and dense molecular structure, resulting in superior durability and extended service life under high-stress conveyor operations. Understanding nanocomposite rubber technology is crucial for optimizing conveyor belt materials, as it allows manufacturers to tailor properties for specific industrial applications requiring enhanced toughness and resistance to environmental degradation.
Mechanical Strength: Nanocomposite vs. Chloroprene Rubber
Nanocomposite rubber exhibits significantly enhanced mechanical strength compared to chloroprene rubber due to its uniformly dispersed nanoparticles that reinforce the polymer matrix. This results in improved tensile strength, abrasion resistance, and tear resistance essential for conveyor belt applications subjected to heavy loads and harsh environments. Chloroprene rubber, while durable and resistant to oil and weathering, typically falls short in mechanical performance when benchmarked against advanced nanocomposite formulations.
Abrasion and Wear Resistance Comparison
Nanocomposite rubber exhibits superior abrasion and wear resistance compared to chloroprene rubber, making it ideal for conveyor belt applications exposed to harsh conditions. The incorporation of nanoscale fillers in nanocomposite rubber enhances its surface hardness and durability, reducing material loss and extending belt lifespan. In contrast, chloroprene rubber, while offering good general wear resistance, typically falls short in extreme abrasion scenarios due to its lower reinforcement efficiency.
Chemical and Thermal Stability Differences
Nanocomposite rubber exhibits superior chemical resistance and thermal stability compared to chloroprene rubber, making it more durable in harsh conveyor belt applications exposed to oils, solvents, and extreme temperatures. The incorporation of nanoscale fillers in nanocomposite rubber enhances barrier properties and reduces degradation under thermal stress, maintaining mechanical integrity beyond 150degC. In contrast, chloroprene rubber typically offers moderate chemical resistance and thermal stability up to around 100degC, with susceptibility to oxidative degradation and swelling when exposed to aggressive chemicals.
Flexibility and Fatigue Performance
Nanocomposite rubber enhances conveyor belt flexibility and fatigue performance by integrating nanoparticles that improve the material's elasticity and resistance to cyclic stress, outperforming conventional chloroprene rubber. Chloroprene rubber offers moderate flexibility and wear resistance but tends to degrade faster under repeated bending and mechanical fatigue. The superior fatigue life and flexibility of nanocomposite rubber make it ideal for conveyor belts exposed to continuous dynamic loading and harsh operational environments.
Cost Analysis: Nanocomposite vs. Chloroprene Rubber
Nanocomposite rubber offers enhanced mechanical properties and improved wear resistance compared to chloroprene rubber, often resulting in longer conveyor belt lifespan and reduced maintenance costs. Although the initial material cost of nanocomposite rubber is higher, the overall cost efficiency is favorable due to decreased downtime and fewer replacements. Chloroprene rubber provides a lower upfront expense but may incur higher operational costs over time due to lower durability in abrasive environments.
Environmental Impact and Sustainability
Nanocomposite rubber offers enhanced durability and reduced material consumption compared to chloroprene rubber, significantly lowering environmental waste in conveyor belt applications. Chloroprene rubber, derived from petrochemicals, poses greater ecological risks due to its production processes and limited recyclability. Incorporating nanocomposites promotes sustainability by extending belt lifespan and enabling more efficient resource use, aligning with eco-friendly manufacturing standards.
Application Suitability and Industry Case Studies
Nanocomposite rubber offers enhanced mechanical strength, abrasion resistance, and thermal stability, making it highly suitable for conveyor belts in heavy industries such as mining and steel manufacturing. Chloroprene rubber, known for its excellent weather, chemical, and ozone resistance, is commonly applied in conveyor belts used in food processing and packaging industries where durability and hygiene are essential. Industry case studies reveal nanocomposite rubber belts improving lifespan by up to 30% in mining, while chloroprene rubber conveyor belts maintain consistent performance in environments demanding high chemical resistance.
Infographic: Nanocomposite rubber vs Chloroprene rubber for Conveyor belt