Polysulfide rubber offers superior chemical resistance and flexibility ideal for conveyor belts in harsh industrial environments. Chloroprene rubber provides excellent abrasion resistance and weather durability, making it suitable for conveyor belts exposed to moderate mechanical wear and outdoor conditions.
Table of Comparison
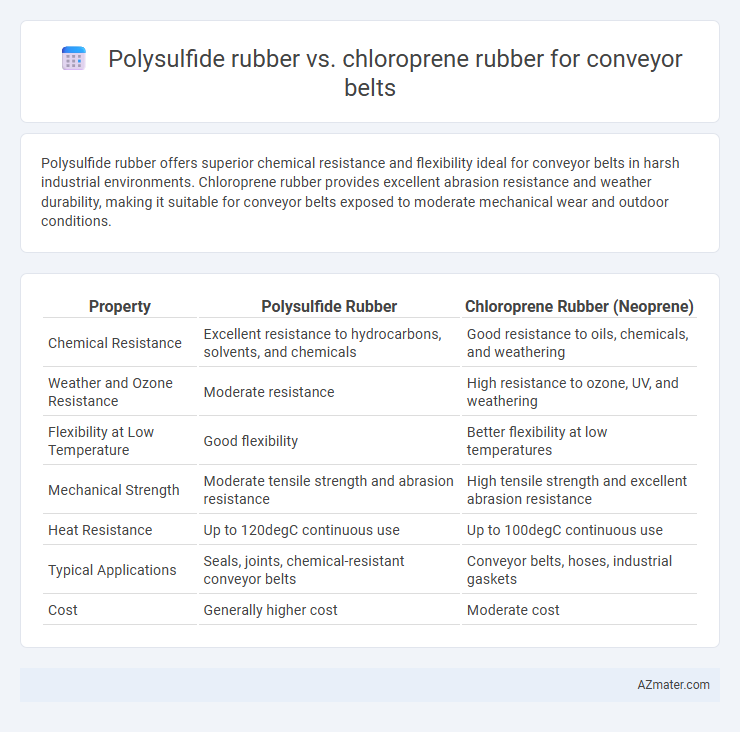
| Property | Polysulfide Rubber | Chloroprene Rubber (Neoprene) |
|---|---|---|
| Chemical Resistance | Excellent resistance to hydrocarbons, solvents, and chemicals | Good resistance to oils, chemicals, and weathering |
| Weather and Ozone Resistance | Moderate resistance | High resistance to ozone, UV, and weathering |
| Flexibility at Low Temperature | Good flexibility | Better flexibility at low temperatures |
| Mechanical Strength | Moderate tensile strength and abrasion resistance | High tensile strength and excellent abrasion resistance |
| Heat Resistance | Up to 120degC continuous use | Up to 100degC continuous use |
| Typical Applications | Seals, joints, chemical-resistant conveyor belts | Conveyor belts, hoses, industrial gaskets |
| Cost | Generally higher cost | Moderate cost |
Introduction to Conveyor Belt Rubber Materials
Conveyor belt rubber materials primarily include polysulfide rubber and chloroprene rubber, each offering distinct chemical and physical properties tailored for industrial applications. Polysulfide rubber excels in chemical resistance and flexibility, making it ideal for environments with exposure to oils and solvents, while chloroprene rubber provides superior abrasion resistance and weathering durability, suited for heavy-duty conveyor belts in harsh outdoor conditions. Selecting the appropriate rubber material depends on factors such as operational temperature, mechanical stress, and exposure to chemicals.
Overview of Polysulfide Rubber
Polysulfide rubber is a synthetic elastomer characterized by excellent chemical resistance, outstanding oil and solvent resistance, and superior impermeability, making it highly suitable for conveyor belts in harsh industrial environments. Its unique sulfur-sulfur bonds provide remarkable durability and flexibility, enabling it to withstand continuous mechanical stress and temperature fluctuations without significant degradation. Compared to chloroprene rubber, polysulfide rubber offers enhanced resistance to fuels, acids, and alkalis, ensuring longer operational life and reduced maintenance for conveyor belt applications.
Overview of Chloroprene Rubber
Chloroprene rubber, known for its excellent resistance to oil, chemicals, and weathering, is widely used in conveyor belts requiring durability in harsh environments. Its balanced elasticity and tensile strength make it ideal for applications demanding moderate abrasion resistance and flexibility. Compared to polysulfide rubber, chloroprene offers superior aging resistance and moderate chemical stability, making it a preferred choice for general-purpose conveyor belts.
Physical Properties Comparison
Polysulfide rubber offers superior chemical resistance and excellent flexibility at low temperatures, making it ideal for conveyor belts exposed to harsh environments and varying temperatures. Chloroprene rubber, known for its balanced tensile strength, abrasion resistance, and moderate chemical resistance, provides excellent durability and weather resistance suitable for general-purpose conveyor belts. When comparing physical properties, polysulfide rubber typically exhibits higher elongation and better oil resistance, whereas chloroprene rubber demonstrates enhanced resilience to ozone, sunlight, and aging factors.
Chemical Resistance Analysis
Polysulfide rubber exhibits superior chemical resistance compared to chloroprene rubber, particularly against solvents, oils, and acids commonly encountered in industrial conveyor belt applications. Chloroprene rubber offers moderate resistance to chemicals such as ozone, weathering, and some hydrocarbons but tends to degrade faster when exposed to strong acids and alkalis. The enhanced sulfur cross-linking in polysulfide rubber imparts higher resilience to chemical attack, making it more suitable for conveyor belts operating in aggressive chemical environments.
Durability and Lifespan in Conveyor Applications
Polysulfide rubber exhibits superior chemical resistance and flexibility, enhancing the durability of conveyor belts exposed to oils, fuels, and extreme temperatures, which extends their lifespan significantly in harsh environments. Chloroprene rubber, known for its excellent weather, ozone, and abrasion resistance, offers robust performance in heavy-duty conveyor applications but may degrade faster under prolonged chemical exposure compared to polysulfide. The choice between polysulfide and chloroprene depends on the specific operational demands, with polysulfide being preferable for chemically aggressive settings and chloroprene optimal for general industrial conveyor use.
Cost Efficiency and Economic Considerations
Polysulfide rubber offers superior chemical resistance and durability for conveyor belts but comes with higher material and processing costs compared to chloroprene rubber. Chloroprene rubber delivers balanced performance with moderate resistance and lower initial costs, making it a cost-efficient choice for general-purpose conveyor belt applications. Evaluating total lifecycle expenses, chloroprene rubber tends to provide better economic value in environments with less aggressive chemical exposure.
Environmental Resistance: Heat, Ozone, and Weather
Polysulfide rubber exhibits superior environmental resistance for conveyor belts, offering enhanced durability against heat, ozone, and weather exposure due to its cross-linked sulfur bonds that provide excellent chemical stability. Chloroprene rubber also provides good resistance to ozone and weathering but tends to degrade faster under prolonged high-temperature conditions compared to polysulfide. Therefore, polysulfide rubber is preferred for conveyor belt applications requiring long-term performance in harsh environmental conditions involving heat and ozone exposure.
Typical Industry Use Cases
Polysulfide rubber is commonly used in conveyor belts for chemical and oil industries due to its excellent resistance to solvents, fuels, and extreme temperatures. Chloroprene rubber (Neoprene) is preferred in general-purpose conveyor belts in food processing, automotive, and packaging industries because of its good abrasion resistance and moderate oil and weather resistance. Both materials offer distinct advantages tailored to specific industrial environments where durability and chemical resistance are critical factors.
Choosing the Best Rubber for Your Conveyor Belt
Polysulfide rubber offers superior chemical resistance and flexibility, making it ideal for conveyor belts exposed to harsh environments and aggressive chemicals. Chloroprene rubber (Neoprene) provides excellent abrasion resistance and weather durability, suitable for general-purpose conveyor belts in diverse industrial applications. Selecting the best rubber depends on specific operational conditions such as temperature range, chemical exposure, and mechanical stress to ensure optimal belt performance and longevity.
Infographic: Polysulfide rubber vs Chloroprene rubber for Conveyor belt