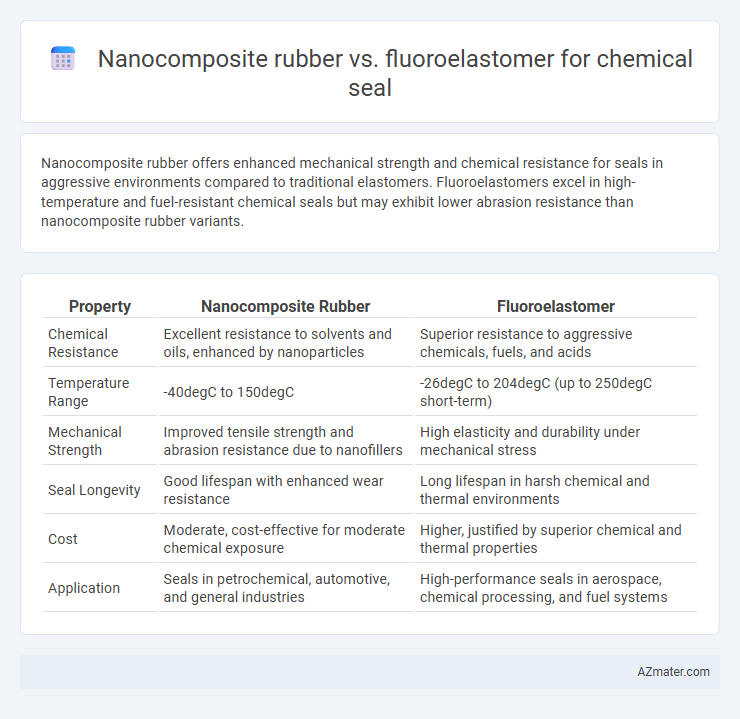
Nanocomposite rubber offers enhanced mechanical strength and chemical resistance for seals in aggressive environments compared to traditional elastomers. Fluoroelastomers excel in high-temperature and fuel-resistant chemical seals but may exhibit lower abrasion resistance than nanocomposite rubber variants.
Table of Comparison
| Property | Nanocomposite Rubber | Fluoroelastomer |
|---|---|---|
| Chemical Resistance | Excellent resistance to solvents and oils, enhanced by nanoparticles | Superior resistance to aggressive chemicals, fuels, and acids |
| Temperature Range | -40degC to 150degC | -26degC to 204degC (up to 250degC short-term) |
| Mechanical Strength | Improved tensile strength and abrasion resistance due to nanofillers | High elasticity and durability under mechanical stress |
| Seal Longevity | Good lifespan with enhanced wear resistance | Long lifespan in harsh chemical and thermal environments |
| Cost | Moderate, cost-effective for moderate chemical exposure | Higher, justified by superior chemical and thermal properties |
| Application | Seals in petrochemical, automotive, and general industries | High-performance seals in aerospace, chemical processing, and fuel systems |
Introduction to Chemical Seals: Material Importance
Chemical seals require materials with exceptional resistance to aggressive chemicals and extreme temperatures, making nanocomposite rubber and fluoroelastomer prime candidates. Nanocomposite rubber offers enhanced mechanical strength and chemical durability through nanoscale fillers, improving seal longevity and performance in harsh environments. Fluoroelastomers provide superior chemical resistance and thermal stability, ensuring reliable sealing in applications involving acids, solvents, and high temperatures up to 200degC.
Overview of Nanocomposite Rubber
Nanocomposite rubber incorporates nanoscale fillers such as carbon nanotubes or nanoclays, significantly enhancing chemical resistance, mechanical strength, and thermal stability compared to conventional elastomers. Its molecular structure enables superior barrier properties against aggressive chemicals, making it highly suitable for demanding chemical seal applications. This advanced material often outperforms fluoroelastomers in flexibility and cost-effectiveness while maintaining strong resistance to oils, acids, and solvents.
Understanding Fluoroelastomer Properties
Fluoroelastomers exhibit superior chemical resistance and high-temperature stability, making them ideal for chemical seal applications exposed to aggressive solvents and fuels. Their unique molecular structure provides excellent resistance to swelling, ozone, and aging, outperforming nanocomposite rubber in maintaining integrity under harsh chemical environments. Enhanced elastomeric properties such as low permeability and strong adhesion contribute to the reliability and durability of fluoroelastomer seals in critical industrial processes.
Chemical Resistance Comparison
Nanocomposite rubber exhibits superior chemical resistance due to its enhanced filler dispersion, which significantly reduces permeability and improves barrier properties against aggressive chemicals. Fluoroelastomers offer excellent chemical resistance to fuels, oils, and solvents, especially in high-temperature applications, but may show limitations against certain strong acids and bases. In chemical sealing, nanocomposite rubber provides a broader resistance spectrum with improved durability in harsh chemical environments compared to conventional fluoroelastomer seals.
Temperature Tolerance and Stability
Nanocomposite rubber offers enhanced temperature tolerance up to 250degC due to its reinforced nanoscale fillers, providing superior mechanical stability under thermal stress. Fluoroelastomers maintain excellent thermal stability and chemical resistance, functioning effectively in extreme temperatures ranging from -40degC to 230degC. For chemical seals, nanocomposite rubber excels in high-temperature durability, while fluoroelastomers deliver reliable performance and resilience against aggressive chemicals across a broad temperature spectrum.
Mechanical Strength and Durability
Nanocomposite rubber exhibits superior mechanical strength due to its reinforced nanoscale fillers, providing enhanced tensile strength and abrasion resistance compared to conventional elastomers. Fluoroelastomers offer exceptional chemical resistance and thermal stability, but generally possess lower mechanical strength under dynamic stress. For chemical seals requiring both durability and mechanical robustness, nanocomposite rubbers deliver improved wear resistance and long-term structural integrity, especially in harsh environments with mechanical loading.
Aging and Environmental Performance
Nanocomposite rubber exhibits superior aging resistance and enhanced environmental durability compared to traditional fluoroelastomers, due to its nanoscale fillers that improve thermal stability and chemical resistance. Fluoroelastomers, while excellent for high-temperature chemical seals, may experience degradation under prolonged exposure to aggressive solvents and UV radiation. The integration of nanomaterials in rubber matrices significantly reduces permeability and oxidative degradation, extending seal lifespan in harsh chemical environments.
Cost-Effectiveness Analysis
Nanocomposite rubber offers enhanced mechanical properties and chemical resistance at a lower material cost compared to fluoroelastomers, making it a cost-effective option for chemical seals in less aggressive environments. Fluoroelastomers, while significantly more expensive, provide superior chemical stability and longevity in extreme conditions, potentially reducing replacement frequency and maintenance expenses. Evaluating the total cost of ownership reveals that nanocomposite rubber suits moderate applications, whereas fluoroelastomers justify their higher upfront cost through extended service life in highly corrosive chemical sealing scenarios.
Industrial Applications: Case Studies
Nanocomposite rubber demonstrates superior chemical resistance and mechanical strength in industrial seal applications, especially in aggressive environments like oil refineries and chemical processing plants. Case studies reveal enhanced durability and reduced maintenance costs compared to traditional fluoroelastomer seals, which excel in high-temperature stability and resistance to a wide range of solvents but may degrade faster under abrasive conditions. Industries utilizing nanocomposite rubber seals report extended service life and improved performance in environments involving acids, bases, and hydrocarbons.
Selecting the Best Material for Chemical Seals
Nanocomposite rubber offers enhanced abrasion resistance and chemical stability, making it suitable for seals exposed to aggressive media and mechanical wear. Fluoroelastomers provide excellent resistance to high temperatures, a wide range of chemicals including oils and solvents, and long-term durability in extreme environments. Selecting the best material for chemical seals requires evaluating factors such as operating temperature, chemical compatibility, mechanical stress, and service life to ensure optimal performance and cost-effectiveness.
Infographic: Nanocomposite rubber vs Fluoroelastomer for Chemical seal