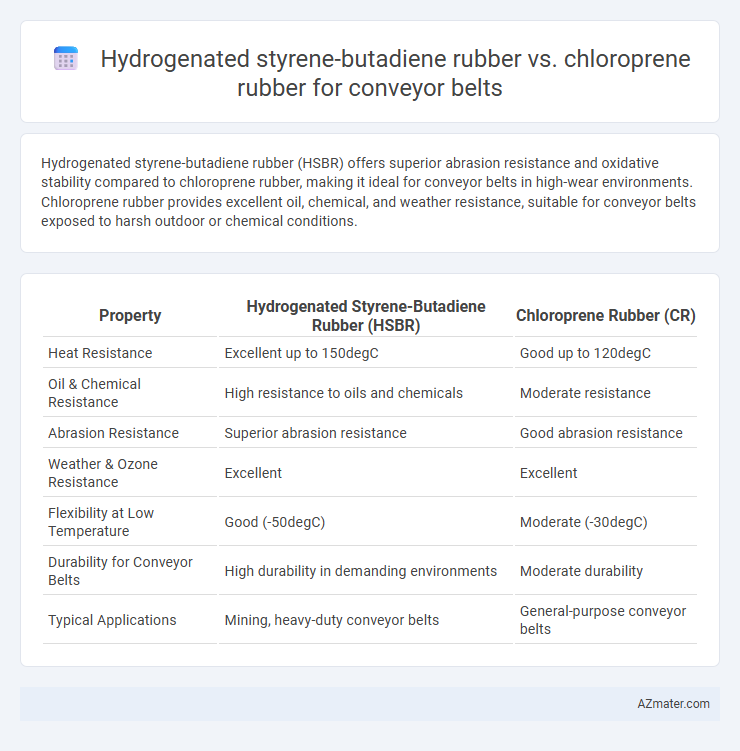
Hydrogenated styrene-butadiene rubber (HSBR) offers superior abrasion resistance and oxidative stability compared to chloroprene rubber, making it ideal for conveyor belts in high-wear environments. Chloroprene rubber provides excellent oil, chemical, and weather resistance, suitable for conveyor belts exposed to harsh outdoor or chemical conditions.
Table of Comparison
| Property | Hydrogenated Styrene-Butadiene Rubber (HSBR) | Chloroprene Rubber (CR) |
|---|---|---|
| Heat Resistance | Excellent up to 150degC | Good up to 120degC |
| Oil & Chemical Resistance | High resistance to oils and chemicals | Moderate resistance |
| Abrasion Resistance | Superior abrasion resistance | Good abrasion resistance |
| Weather & Ozone Resistance | Excellent | Excellent |
| Flexibility at Low Temperature | Good (-50degC) | Moderate (-30degC) |
| Durability for Conveyor Belts | High durability in demanding environments | Moderate durability |
| Typical Applications | Mining, heavy-duty conveyor belts | General-purpose conveyor belts |
Introduction to Conveyor Belt Rubber Materials
Hydrogenated styrene-butadiene rubber (HSBR) offers excellent abrasion resistance, heat resistance, and flexibility, making it suitable for conveyor belt applications in high-wear environments. Chloroprene rubber (CR), known for its superior oil, chemical, and weather resistance, provides durability and versatility in conveyor belts exposed to harsh industrial conditions. Selecting between HSBR and CR depends on specific operational demands such as temperature range, chemical exposure, and mechanical stress in conveyor belt systems.
Overview of Hydrogenated Styrene-Butadiene Rubber (HSBR)
Hydrogenated Styrene-Butadiene Rubber (HSBR) is a synthetic elastomer known for its excellent heat, ozone, and chemical resistance, making it highly suitable for conveyor belt applications in harsh environments. Its hydrogenation process enhances saturation in the polymer backbone, significantly improving oxidative stability and durability compared to standard styrene-butadiene rubber. HSBR's superior mechanical properties, including tensile strength and abrasion resistance, contribute to longer conveyor belt service life and reduced maintenance costs.
Properties of Chloroprene Rubber (CR)
Chloroprene rubber (CR) offers exceptional resistance to oils, chemicals, and weathering, making it highly durable for conveyor belt applications. Its outstanding elasticity and tensile strength enhance belt performance under dynamic loads, while its inherent flame resistance contributes to safer operation. Compared to hydrogenated styrene-butadiene rubber (HSBR), CR's superior abrasion resistance and temperature stability ensure longer service life in harsh industrial environments.
Mechanical Strength Comparison: HSBR vs CR
Hydrogenated styrene-butadiene rubber (HSBR) offers superior tensile strength and abrasion resistance compared to chloroprene rubber (CR), making it highly effective for conveyor belts operating under heavy loads. HSBR exhibits enhanced aging and heat resistance, maintaining mechanical properties over extended periods in harsh environments, whereas CR demonstrates good overall chemical resistance but lower tensile durability. The elastic modulus of HSBR is typically higher, ensuring better mechanical stability and wear performance in continuous conveyor belt applications.
Abrasion and Wear Resistance Analysis
Hydrogenated styrene-butadiene rubber (HSBR) offers superior abrasion resistance compared to chloroprene rubber, making it highly effective for conveyor belts subjected to continuous friction and impact. HSBR's enhanced wear resistance results from its saturated polymer backbone, which provides greater chemical and oxidative stability, extending the lifespan of conveyor belts in harsh industrial environments. Conversely, chloroprene rubber exhibits moderate abrasion resistance but excels in resistance to oils and weathering, making it suitable for specific applications where chemical exposure is a primary concern.
Chemical and Oil Resistance
Hydrogenated styrene-butadiene rubber (HSBR) exhibits superior chemical resistance due to its saturated backbone, making it highly resistant to oils, solvents, and ozone attack, which ensures longevity in conveyor belts exposed to harsh industrial chemicals. Chloroprene rubber (CR) offers excellent resistance to moderate oils, weathering, and aging but can degrade when exposed to strong acids or certain organic solvents. For conveyor belt applications requiring enhanced oil resistance and chemical stability, HSBR provides a more durable solution than chloroprene rubber.
Performance in Extreme Temperatures
Hydrogenated styrene-butadiene rubber (HSBR) offers superior thermal stability and remains flexible in extreme cold and heat, making it highly effective for conveyor belts exposed to temperature fluctuations from -50degC to 120degC. Chloroprene rubber (CR), while resistant to weathering and oils, has a narrower operational temperature range, typically from -40degC to 90degC, limiting its performance in harsher environments. HSBR's enhanced resistance to ozone, oxidation, and thermal degradation ensures longer service life and reliability in extreme temperature applications compared to chloroprene rubber.
Cost-Effectiveness and Longevity
Hydrogenated styrene-butadiene rubber (HSBR) offers superior abrasion resistance and chemical stability, making it a cost-effective choice for conveyor belts in harsh industrial environments, extending service life and reducing maintenance costs. Chloroprene rubber (CR) provides excellent weather, ozone, and oil resistance, ensuring durability in outdoor or oily conditions, but generally incurs higher material and production expenses. Selecting HSBR often results in lower total ownership costs through enhanced longevity and reduced downtime, while CR is preferred for specialized applications requiring its unique resistance properties despite a higher upfront investment.
Sustainability and Environmental Impact
Hydrogenated styrene-butadiene rubber (HSBR) offers enhanced durability and chemical resistance, extending conveyor belt lifespan and reducing waste, which supports sustainability efforts. Chloroprene rubber (CR) has excellent oil and aging resistance but involves production processes releasing higher levels of volatile organic compounds (VOCs), negatively impacting the environment. Choosing HSBR can lower the ecological footprint through improved recyclability and reduced emissions during manufacturing and usage phases.
Choosing the Right Rubber for Conveyor Belt Applications
Hydrogenated styrene-butadiene rubber (HSBR) offers superior abrasion resistance, low temperature flexibility, and excellent ozone resistance, making it ideal for conveyor belts in cold or chemically aggressive environments. Chloroprene rubber (CR) provides exceptional oil and chemical resistance along with good mechanical strength, suitable for conveyor belts exposed to oils, greases, and weathering. Selecting the right rubber depends on the operational environment, with HSBR preferred for durability in harsh climates and CR chosen for resistance against oils and chemicals in industrial settings.
Infographic: Hydrogenated styrene-butadiene rubber vs Chloroprene rubber for Conveyor belt