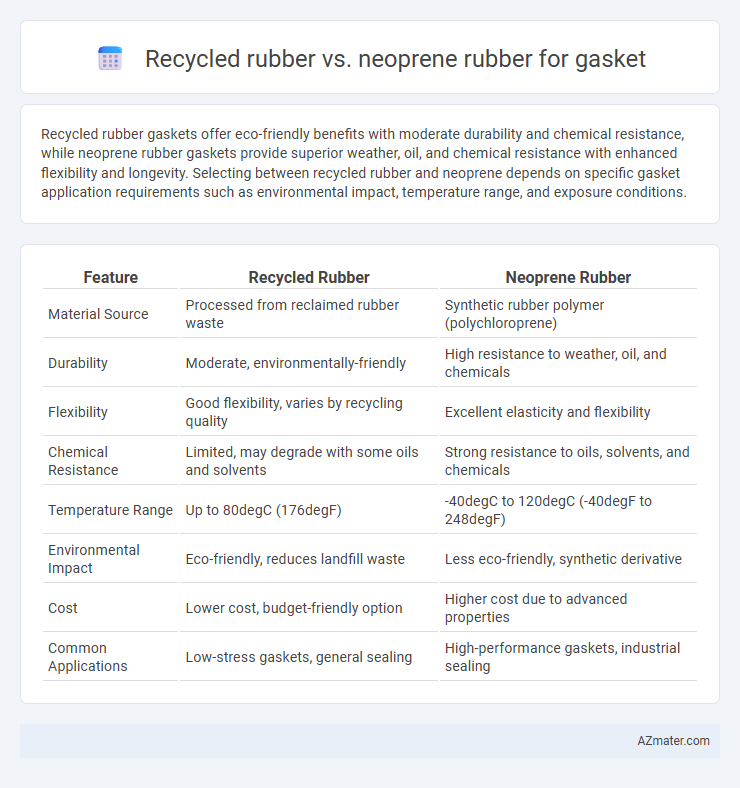
Recycled rubber gaskets offer eco-friendly benefits with moderate durability and chemical resistance, while neoprene rubber gaskets provide superior weather, oil, and chemical resistance with enhanced flexibility and longevity. Selecting between recycled rubber and neoprene depends on specific gasket application requirements such as environmental impact, temperature range, and exposure conditions.
Table of Comparison
| Feature | Recycled Rubber | Neoprene Rubber |
|---|---|---|
| Material Source | Processed from reclaimed rubber waste | Synthetic rubber polymer (polychloroprene) |
| Durability | Moderate, environmentally-friendly | High resistance to weather, oil, and chemicals |
| Flexibility | Good flexibility, varies by recycling quality | Excellent elasticity and flexibility |
| Chemical Resistance | Limited, may degrade with some oils and solvents | Strong resistance to oils, solvents, and chemicals |
| Temperature Range | Up to 80degC (176degF) | -40degC to 120degC (-40degF to 248degF) |
| Environmental Impact | Eco-friendly, reduces landfill waste | Less eco-friendly, synthetic derivative |
| Cost | Lower cost, budget-friendly option | Higher cost due to advanced properties |
| Common Applications | Low-stress gaskets, general sealing | High-performance gaskets, industrial sealing |
Introduction to Gasket Materials
Gaskets require materials that provide excellent sealing, durability, and resistance to environmental factors. Recycled rubber offers cost-effective, eco-friendly solutions with good flexibility and moderate chemical resistance, making it suitable for low to medium-stress applications. Neoprene rubber excels in sealing performance due to its superior resistance to oils, weather, and temperature variations, making it ideal for industrial and automotive gasket applications.
Overview of Recycled Rubber
Recycled rubber for gaskets is made from repurposed materials such as used tires, offering an eco-friendly and cost-effective solution with good flexibility and resilience. It provides excellent vibration absorption and resistance to abrasion, making it suitable for various applications where moderate chemical resistance is required. Compared to neoprene rubber, recycled rubber generally has lower durability and chemical resistance but excels in sustainability and cost savings.
Overview of Neoprene Rubber
Neoprene rubber is a synthetic elastomer widely valued for its excellent chemical stability, weather resistance, and moderate oil resistance, making it ideal for gasket applications in automotive, marine, and industrial sectors. Unlike recycled rubber, neoprene offers superior durability, consistent performance under varying temperatures (-40degC to 120degC), and enhanced resistance to ozone and UV degradation. This combination of properties ensures reliable sealing, longer service life, and reduced maintenance in demanding environments.
Key Properties Comparison
Recycled rubber gaskets offer excellent environmental benefits with moderate durability, flexibility, and resistance to abrasion but generally exhibit lower chemical and temperature resistance compared to neoprene rubber. Neoprene rubber gaskets provide superior chemical resistance, weather durability, and thermal stability, making them ideal for harsh environments requiring long-lasting sealing solutions. Key property differences include neoprene's higher tensile strength, better ozone and oil resistance, and ability to maintain performance under temperature ranges from -40degC to 120degC, while recycled rubber typically performs well within more limited temperature ranges and exposure conditions.
Environmental Impact Assessment
Recycled rubber gaskets significantly reduce landfill waste and lower carbon emissions by repurposing existing materials, contributing to a circular economy. Neoprene rubber, derived from petrochemicals, presents higher environmental costs due to energy-intensive production and limited biodegradability. Lifecycle assessments favor recycled rubber for its reduced resource consumption and enhanced sustainability in gasket applications.
Performance in Industrial Applications
Recycled rubber offers moderate performance in industrial gasket applications, providing cost-effective sealing with good resistance to compression and abrasion but limited chemical and temperature tolerance. Neoprene rubber excels in durability, maintaining superior resistance to oils, chemicals, ozone, and temperatures ranging from -40degC to 120degC, making it ideal for demanding industrial environments. Performance-wise, neoprene gaskets deliver enhanced longevity and reliability under harsh conditions compared to recycled rubber alternatives.
Cost Analysis: Recycled Rubber vs Neoprene
Recycled rubber gaskets offer a significantly lower cost compared to neoprene rubber, making them an economical choice for budget-sensitive applications. Neoprene rubber, though more expensive, provides superior chemical resistance and durability, justifying its higher price in demanding environments. Cost analysis reveals that while recycled rubber lowers upfront expenses, neoprene's longevity can reduce long-term replacement and maintenance costs.
Durability and Lifespan
Recycled rubber gaskets offer cost-effective durability but tend to have a shorter lifespan due to variability in material composition and potential degradation under prolonged environmental exposure. Neoprene rubber gaskets provide superior resistance to oils, chemicals, and weathering, resulting in enhanced durability and a longer functional lifespan in demanding industrial applications. Choosing neoprene over recycled rubber ensures consistent performance and extended gasket service life, particularly in harsh or chemically aggressive environments.
Safety and Compliance Standards
Recycled rubber and neoprene rubber gaskets differ significantly in safety and compliance standards, with neoprene offering superior resistance to chemicals, ozone, and temperature variations, meeting stringent industry certifications such as FDA, NSF, and ASTM. Recycled rubber often lacks consistent certification and may contain impurities that affect performance and safety in critical applications, limiting its use in environments requiring high compliance. Neoprene's enhanced durability and regulatory approval make it the preferred choice for gaskets in automotive, aerospace, and food-grade industries where safety and compliance are paramount.
Best Use Cases for Each Material
Recycled rubber gaskets excel in eco-friendly applications where cost efficiency and moderate durability are priorities, such as in non-critical sealing environments and automotive underbody components. Neoprene rubber gaskets offer superior chemical resistance, weatherability, and flexibility, making them ideal for industrial machinery, HVAC systems, and outdoor equipment requiring exposure to oils, ozone, and varying temperatures. Selecting recycled rubber suits sustainability-driven projects, while neoprene is best for high-performance, long-lasting seals in harsh conditions.
Infographic: Recycled rubber vs Neoprene rubber for Gasket