Silicone rubber offers superior temperature resistance and flexibility, making it ideal for seals in extreme heat or cold environments. Neoprene rubber provides excellent chemical resistance and durability, suitable for seals exposed to oils, solvents, and weathering.
Table of Comparison
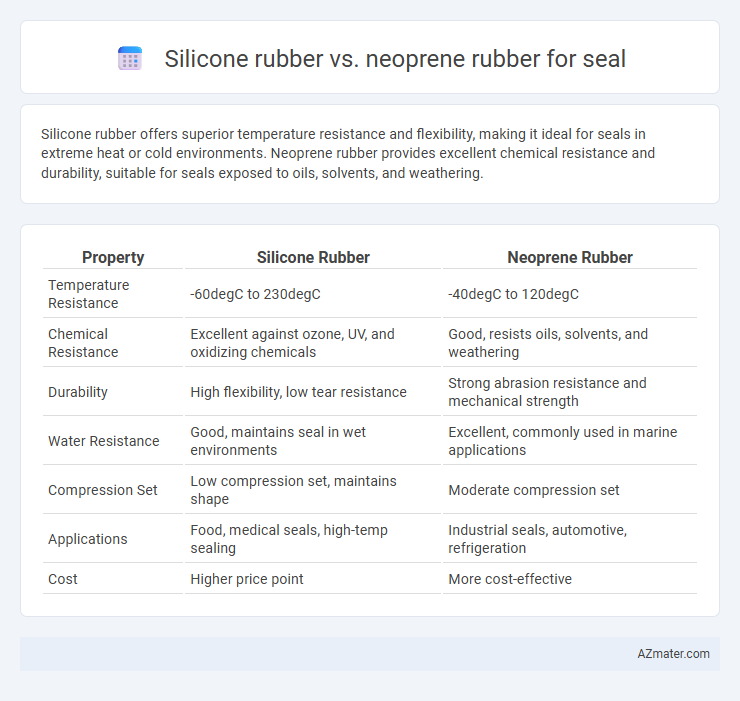
| Property | Silicone Rubber | Neoprene Rubber |
|---|---|---|
| Temperature Resistance | -60degC to 230degC | -40degC to 120degC |
| Chemical Resistance | Excellent against ozone, UV, and oxidizing chemicals | Good, resists oils, solvents, and weathering |
| Durability | High flexibility, low tear resistance | Strong abrasion resistance and mechanical strength |
| Water Resistance | Good, maintains seal in wet environments | Excellent, commonly used in marine applications |
| Compression Set | Low compression set, maintains shape | Moderate compression set |
| Applications | Food, medical seals, high-temp sealing | Industrial seals, automotive, refrigeration |
| Cost | Higher price point | More cost-effective |
Introduction to Silicone Rubber and Neoprene Rubber
Silicone rubber offers exceptional temperature resistance, flexibility, and stability, making it ideal for seals exposed to extreme heat and cold conditions. Neoprene rubber provides excellent chemical resistance, weathering durability, and moderate temperature tolerance, suitable for outdoor and industrial seal applications. Both materials deliver unique properties that cater to specific sealing requirements across various industries.
Chemical Composition and Structure Comparison
Silicone rubber consists primarily of polysiloxane chains with a backbone of alternating silicon and oxygen atoms, providing exceptional thermal stability and resistance to oxidation, UV, and ozone exposure. Neoprene rubber is a synthetic chloroprene polymer characterized by its polychloroprene backbone, offering superior oil, solvent, and weather resistance due to the presence of chlorine atoms in its structure. The silicone's flexible siloxane bonds yield high elasticity and temperature tolerance, while neoprene's partially saturated polymer chain ensures strong mechanical strength and chemical resilience in sealing applications.
Temperature Resistance: Silicone vs Neoprene
Silicone rubber exhibits superior temperature resistance, withstanding continuous exposure from -60degC to 230degC, making it ideal for high-heat applications. Neoprene rubber performs well in moderate temperatures, typically ranging from -40degC to 120degC, but degrades faster under extreme heat. This thermal resilience makes silicone the preferred choice for seals in automotive, aerospace, and industrial environments requiring consistent performance.
Chemical and Oil Resistance Differences
Silicone rubber exhibits excellent resistance to a wide range of chemicals including dilute acids, alkalis, and oxygenated solvents but has limited resistance to petroleum-based oils and fuels. Neoprene rubber offers superior resistance to oils, fuels, and some solvents, making it ideal for applications involving hydrocarbon exposure. The chemical resistance of silicone favors high-temperature and oxidative environments, while neoprene excels in hydrocarbon-rich settings, influencing seal material selection based on the specific chemical and oil exposure conditions.
Flexibility and Compression Set
Silicone rubber offers superior flexibility with excellent performance across a wide temperature range, maintaining elasticity even in extreme cold or heat, which is crucial for seals requiring long-term resilience. Neoprene rubber provides good flexibility but tends to have a higher compression set, leading to permanent deformation under prolonged stress, making it less ideal for seals needing consistent recovery. Silicone's lower compression set ensures better shape retention and durability in sealing applications exposed to repeated compression cycles.
Weather, Ozone, and UV Resistance
Silicone rubber exhibits superior weather, ozone, and UV resistance compared to neoprene rubber, making it ideal for seals exposed to harsh environmental conditions. Neoprene rubber offers moderate resistance but tends to degrade faster under prolonged UV exposure and ozone attack. Silicone seals maintain flexibility and integrity in extreme temperatures and outdoor applications, ensuring longer service life.
Durability and Lifespan for Sealing Applications
Silicone rubber offers excellent durability with superior resistance to extreme temperatures, UV exposure, and ozone, making it ideal for sealing applications requiring long-term performance in harsh environments. Neoprene rubber provides good durability with strong resistance to oils, chemicals, and weathering, but it typically has a shorter lifespan compared to silicone in high-temperature or UV-intensive conditions. For sealing applications demanding extended service life and reliable performance under varying environmental stresses, silicone rubber is generally the preferred material.
Cost Comparison and Availability
Silicone rubber typically costs more than neoprene rubber due to its superior temperature resistance and flexibility, making it a premium choice for seals in extreme environments. Neoprene rubber is more widely available and less expensive, offering good durability and chemical resistance suitable for general sealing applications. The cost-effectiveness of neoprene makes it preferable for large-scale projects where budget constraints are significant and operating conditions are moderate.
Typical Applications in Sealing
Silicone rubber offers superior flexibility and temperature resistance, making it ideal for sealing applications in automotive engines, medical devices, and food processing equipment where extreme temperatures and chemical inertness are critical. Neoprene rubber provides excellent resistance to oils, weather, and ozone, commonly used in industrial gaskets, hydraulic seals, and refrigeration systems requiring durability in harsh environmental conditions. Both materials excel in sealing but are selected based on operational temperature ranges and chemical exposure specific to their intended use.
Choosing the Right Rubber Seal: Key Considerations
When selecting a rubber seal, consider chemical resistance and temperature tolerance; silicone rubber excels in high-temperature environments up to 230degC and offers excellent flexibility and weather resistance, while neoprene rubber provides superior resistance to oils, fuels, and ozone with moderate temperature tolerance around -40degC to 121degC. Mechanical properties such as tear strength and compression set also influence seal longevity and performance, with neoprene typically offering higher abrasion resistance. Evaluate the specific application's exposure to environmental factors, including UV radiation, chemicals, and temperature extremes, to determine the optimal seal material for durability and effectiveness.
Infographic: Silicone rubber vs Neoprene rubber for Seal