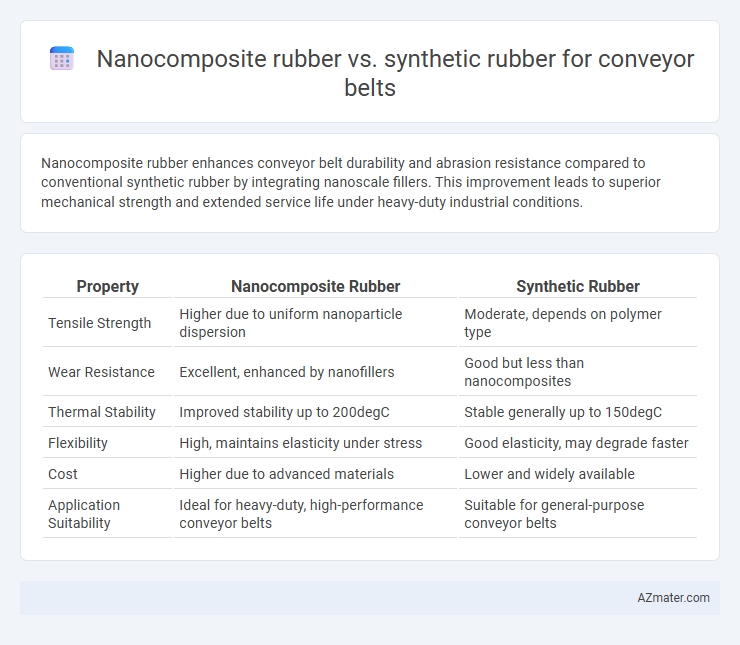
Nanocomposite rubber enhances conveyor belt durability and abrasion resistance compared to conventional synthetic rubber by integrating nanoscale fillers. This improvement leads to superior mechanical strength and extended service life under heavy-duty industrial conditions.
Table of Comparison
| Property | Nanocomposite Rubber | Synthetic Rubber |
|---|---|---|
| Tensile Strength | Higher due to uniform nanoparticle dispersion | Moderate, depends on polymer type |
| Wear Resistance | Excellent, enhanced by nanofillers | Good but less than nanocomposites |
| Thermal Stability | Improved stability up to 200degC | Stable generally up to 150degC |
| Flexibility | High, maintains elasticity under stress | Good elasticity, may degrade faster |
| Cost | Higher due to advanced materials | Lower and widely available |
| Application Suitability | Ideal for heavy-duty, high-performance conveyor belts | Suitable for general-purpose conveyor belts |
Introduction to Conveyor Belt Materials
Nanocomposite rubber enhances conveyor belt performance by integrating nanoscale fillers into the polymer matrix, significantly improving wear resistance, tensile strength, and thermal stability compared to synthetic rubber. Synthetic rubber, traditionally used in conveyor belts, offers good elasticity and chemical resistance but often lacks the advanced durability and mechanical properties provided by nanocomposites. The choice between nanocomposite and synthetic rubber materials crucially impacts conveyor belt longevity, maintenance costs, and operational efficiency in industrial applications.
Overview of Nanocomposite Rubber
Nanocomposite rubber incorporates nanoscale fillers that enhance mechanical strength, abrasion resistance, and thermal stability compared to traditional synthetic rubber used in conveyor belts. The improved dispersion of nanoparticles within the rubber matrix results in superior durability and longer service life under harsh operating conditions. These advanced properties make nanocomposite rubber an optimal choice for conveyor belt applications requiring high performance and reliability.
Characteristics of Synthetic Rubber
Synthetic rubber used in conveyor belts exhibits superior abrasion resistance, high tensile strength, and excellent flexibility under a wide range of temperatures, making it ideal for heavy-duty industrial applications. It offers enhanced resistance to oils, chemicals, and weathering compared to natural rubber, ensuring durability and prolonged service life. The material's ability to maintain elasticity and mechanical properties under continuous stress improves conveyor belt performance in demanding environments.
Mechanical Strength Comparison
Nanocomposite rubber exhibits superior mechanical strength compared to synthetic rubber due to the incorporation of nanoscale fillers such as carbon nanotubes or silica, which enhance tensile strength, abrasion resistance, and load-bearing capacity. These nanofillers create a more uniform and reinforced polymer matrix, resulting in improved durability and resistance to deformation under heavy mechanical stress typical in conveyor belt applications. In contrast, synthetic rubber, while flexible and wear-resistant, generally lacks the enhanced reinforcement at the molecular level, leading to lower tensile strength and faster degradation when subjected to high mechanical loads.
Durability and Wear Resistance
Nanocomposite rubber exhibits superior durability and wear resistance compared to traditional synthetic rubber, making it highly suitable for conveyor belt applications exposed to abrasive materials and continuous operation. The incorporation of nanoscale fillers such as silica or carbon nanotubes enhances the mechanical strength, abrasion resistance, and thermal stability of nanocomposite rubber, significantly extending conveyor belt service life. Synthetic rubber, while versatile and cost-effective, generally lacks the enhanced reinforcement properties of nanocomposites, leading to faster degradation and increased maintenance needs in high-wear environments.
Flexibility and Elasticity Performance
Nanocomposite rubber enhances conveyor belt performance by integrating nano-fillers that significantly improve flexibility and elasticity compared to conventional synthetic rubber. The nano-scale additives facilitate better stress distribution and molecular bonding within the rubber matrix, resulting in superior elongation and shape recovery under dynamic loads. This advanced material design ensures longer service life and improved resistance to deformation in industrial conveyor applications.
Thermal and Chemical Stability
Nanocomposite rubber for conveyor belts exhibits superior thermal stability compared to synthetic rubber, withstanding temperatures up to 250degC without significant degradation. The incorporation of nanofillers enhances chemical resistance, providing improved resistance against oils, acids, and solvents commonly encountered in industrial environments. Synthetic rubber offers moderate thermal and chemical stability but tends to degrade faster under high-temperature and aggressive chemical exposure, making nanocomposite formulations more suitable for demanding conveyor belt applications.
Cost Efficiency and Life Cycle
Nanocomposite rubber offers enhanced wear resistance and tensile strength compared to synthetic rubber, significantly extending conveyor belt life cycle and reducing maintenance frequency. Despite higher initial costs, nanocomposite rubber's superior durability lowers total cost of ownership by minimizing downtime and replacement expenses. Synthetic rubber remains more cost-efficient upfront but incurs higher long-term costs due to faster degradation and more frequent replacements in demanding conveyor applications.
Environmental Impact and Sustainability
Nanocomposite rubber for conveyor belts significantly reduces environmental impact by incorporating nano-scale fillers that enhance durability and extend service life, leading to less frequent replacements and lower waste generation compared to conventional synthetic rubber. The advanced reinforcement in nanocomposites not only improves mechanical properties but also enables the use of bio-based or recycled materials, boosting sustainability by reducing reliance on fossil fuel-derived polymers. Synthetic rubber, while versatile, typically involves higher carbon emissions during production and end-of-life disposal challenges, making nanocomposite rubber a more eco-friendly alternative in industrial conveyor applications.
Choosing the Optimal Rubber for Conveyor Belts
Nanocomposite rubber offers enhanced mechanical strength, abrasion resistance, and thermal stability compared to synthetic rubber, making it ideal for demanding conveyor belt applications in heavy industries. The incorporation of nanoparticles improves the rubber's elasticity and durability, reducing wear and extending the belt's service life under harsh operational conditions. Choosing nanocomposite rubber optimizes conveyor belt performance by delivering superior resistance to tearing, impact, and chemical exposure, outperforming conventional synthetic rubber variants.
Infographic: Nanocomposite rubber vs Synthetic rubber for Conveyor belt