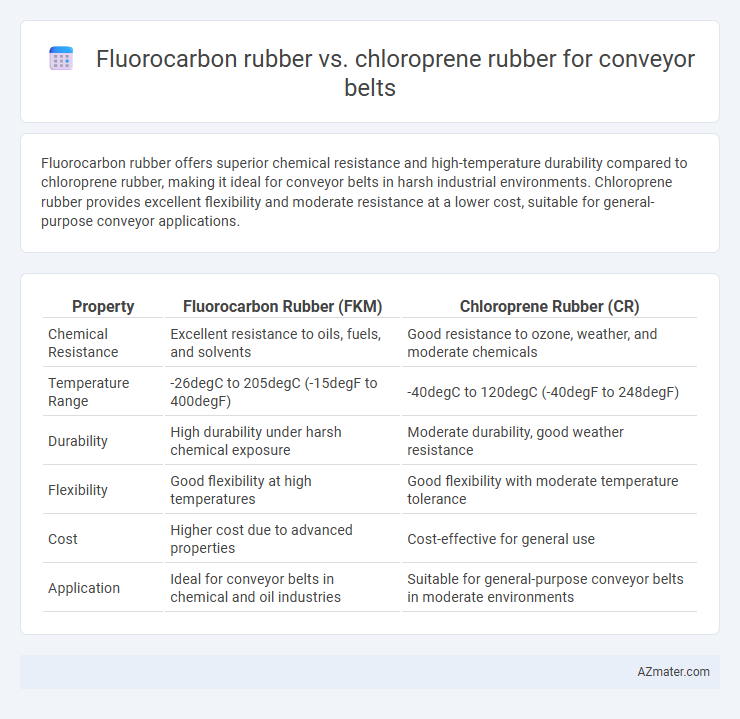
Fluorocarbon rubber offers superior chemical resistance and high-temperature durability compared to chloroprene rubber, making it ideal for conveyor belts in harsh industrial environments. Chloroprene rubber provides excellent flexibility and moderate resistance at a lower cost, suitable for general-purpose conveyor applications.
Table of Comparison
| Property | Fluorocarbon Rubber (FKM) | Chloroprene Rubber (CR) |
|---|---|---|
| Chemical Resistance | Excellent resistance to oils, fuels, and solvents | Good resistance to ozone, weather, and moderate chemicals |
| Temperature Range | -26degC to 205degC (-15degF to 400degF) | -40degC to 120degC (-40degF to 248degF) |
| Durability | High durability under harsh chemical exposure | Moderate durability, good weather resistance |
| Flexibility | Good flexibility at high temperatures | Good flexibility with moderate temperature tolerance |
| Cost | Higher cost due to advanced properties | Cost-effective for general use |
| Application | Ideal for conveyor belts in chemical and oil industries | Suitable for general-purpose conveyor belts in moderate environments |
Introduction: Fluorocarbon vs Chloroprene Rubber in Conveyor Belts
Fluorocarbon rubber offers superior chemical resistance, high temperature stability up to 200degC, and excellent weathering properties in conveyor belt applications. Chloroprene rubber provides good resistance to oil, ozone, and moderate heat, with a typical temperature range of -40degC to 120degC, making it cost-effective for general-purpose conveyor belts. Selection between fluorocarbon and chloroprene rubber depends on the conveyor belt's exposure to harsh chemicals, high temperatures, and environmental conditions.
Chemical Structure and Composition
Fluorocarbon rubber (FKM) contains a backbone of carbon, fluorine, and oxygen atoms, providing superior chemical resistance and high-temperature stability due to strong carbon-fluorine bonds. Chloroprene rubber (CR) consists mainly of chlorinated polyisoprene chains, offering good flexibility and resistance to oils and ozone but lower chemical and thermal resistance compared to fluorocarbon. The fluorine content in FKM creates a non-polar surface that resists aggressive chemicals, while CR's chlorine atoms provide moderate chemical resilience but degrade faster under harsh conditions.
Temperature Resistance Capabilities
Fluorocarbon rubber exhibits exceptional temperature resistance, maintaining stability and performance in continuous operations up to 230degC, making it ideal for conveyor belts exposed to high-heat environments. Chloroprene rubber offers moderate temperature resistance, typically withstanding ranges from -40degC to 120degC, suitable for conveyor belts operating in less extreme thermal conditions. The superior heat resistance of fluorocarbon rubber ensures prolonged durability and reduced degradation in industrial settings with elevated temperatures.
Abrasion and Wear Resistance
Fluorocarbon rubber offers superior abrasion and wear resistance compared to chloroprene rubber when used in conveyor belt applications, due to its excellent chemical stability and high-temperature tolerance. Chloroprene rubber provides good abrasion resistance but tends to degrade faster under harsh environmental conditions such as exposure to oils, chemicals, and extreme temperatures. Choosing fluorocarbon rubber for conveyor belts ensures extended service life and reduced maintenance costs in demanding industrial settings.
Chemical and Oil Resistance Comparison
Fluorocarbon rubber exhibits superior chemical resistance compared to chloroprene rubber, making it highly effective against aggressive chemicals, hydrocarbons, and oils in conveyor belt applications. Chloroprene rubber offers moderate resistance to oils and chemicals but is more prone to swelling and degradation when exposed to harsh solvents and fuels. Fluorocarbon's molecular structure provides enhanced durability and stability in environments involving concentrated chemicals and high temperatures, ensuring longer service life for conveyor belts.
Flexibility and Mechanical Properties
Fluorocarbon rubber offers superior chemical resistance and high-temperature stability, making it less flexible but exceptional for harsh environments in conveyor belts. Chloroprene rubber delivers better flexibility and abrasion resistance, enhancing mechanical durability and impact absorption under dynamic loads. For conveyor belt applications demanding both flexibility and strong mechanical properties, Chloroprene rubber is often preferred, while Fluorocarbon rubber suits chemically aggressive conditions with moderate flexibility requirements.
Cost Efficiency and Economic Considerations
Fluorocarbon rubber offers superior chemical resistance and temperature tolerance, resulting in longer service life and reduced maintenance costs for conveyor belts, which can justify its higher initial price in demanding industrial environments. Chloroprene rubber presents a more cost-effective solution with adequate durability for general applications, making it economically favorable where extreme chemical exposure is minimal. Evaluating total lifecycle costs, including replacement frequency and operational downtime, is critical for selecting the most cost-efficient material for conveyor belt use.
Industry Applications and Suitability
Fluorocarbon rubber (FKM) excels in conveyor belt applications requiring exceptional chemical resistance, high heat tolerance up to 200degC, and exposure to oils, fuels, and aggressive solvents, making it ideal for chemical processing and automotive industries. Chloroprene rubber (CR), known for its good abrasion resistance, weatherability, and moderate chemical resistance, is suitable for general-purpose conveyor belts in industries such as food processing, packaging, and material handling. FKM is preferred for harsh environments with exposure to harsh chemicals, whereas CR offers cost-effective durability for less demanding industrial conditions.
Environmental and Safety Factors
Fluorocarbon rubber offers superior chemical resistance and lower toxicity, reducing environmental hazards and improving workplace safety in conveyor belt applications. Chloroprene rubber, while more cost-effective, emits higher levels of volatile organic compounds (VOCs) during production and disposal, posing greater environmental and health risks. The choice impacts both operator exposure and long-term environmental compliance, with fluorocarbon rubber preferred for lower environmental impact and enhanced safety standards.
Conclusion: Selecting the Right Rubber for Conveyor Belts
Fluorocarbon rubber excels in chemical resistance, heat stability, and durability, making it ideal for conveyor belts operating in harsh industrial environments with exposure to fuels, oils, and extreme temperatures. Chloroprene rubber offers balanced performance with good abrasion resistance, flexibility, and moderate chemical resistance at a lower cost, suitable for general-purpose conveyor belts in less demanding settings. Choosing the right rubber depends on the specific environmental conditions and budget constraints, with fluorocarbon rubber preferred for high-performance applications and chloroprene rubber favored for cost-effective, versatile use.
Infographic: Fluorocarbon rubber vs Chloroprene rubber for Conveyor belt