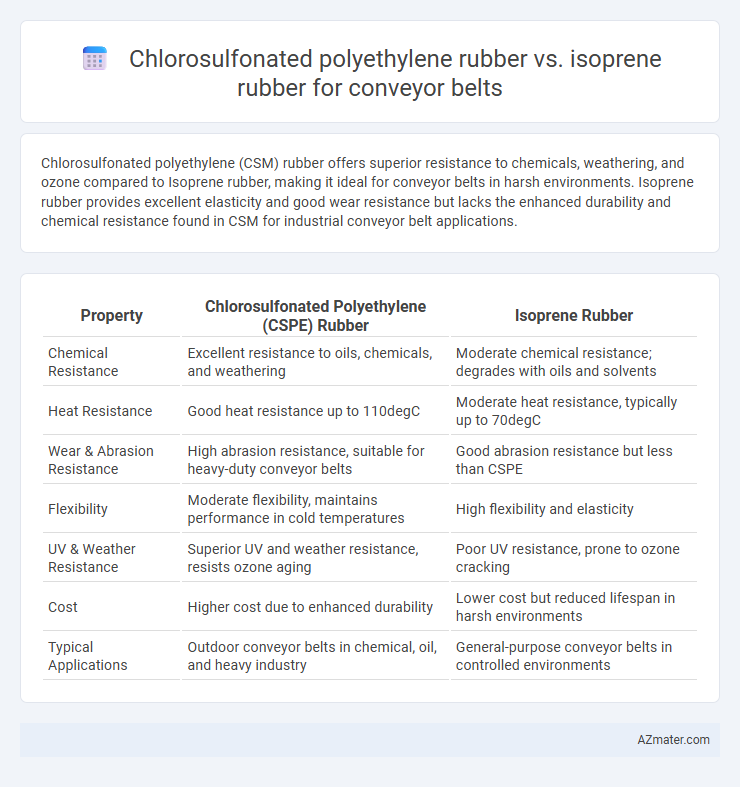
Chlorosulfonated polyethylene (CSM) rubber offers superior resistance to chemicals, weathering, and ozone compared to Isoprene rubber, making it ideal for conveyor belts in harsh environments. Isoprene rubber provides excellent elasticity and good wear resistance but lacks the enhanced durability and chemical resistance found in CSM for industrial conveyor belt applications.
Table of Comparison
| Property | Chlorosulfonated Polyethylene (CSPE) Rubber | Isoprene Rubber |
|---|---|---|
| Chemical Resistance | Excellent resistance to oils, chemicals, and weathering | Moderate chemical resistance; degrades with oils and solvents |
| Heat Resistance | Good heat resistance up to 110degC | Moderate heat resistance, typically up to 70degC |
| Wear & Abrasion Resistance | High abrasion resistance, suitable for heavy-duty conveyor belts | Good abrasion resistance but less than CSPE |
| Flexibility | Moderate flexibility, maintains performance in cold temperatures | High flexibility and elasticity |
| UV & Weather Resistance | Superior UV and weather resistance, resists ozone aging | Poor UV resistance, prone to ozone cracking |
| Cost | Higher cost due to enhanced durability | Lower cost but reduced lifespan in harsh environments |
| Typical Applications | Outdoor conveyor belts in chemical, oil, and heavy industry | General-purpose conveyor belts in controlled environments |
Overview of Conveyor Belt Materials
Chlorosulfonated polyethylene rubber (CSM) offers exceptional resistance to chemicals, ozone, and weathering, making it ideal for conveyor belts exposed to harsh industrial environments. Isoprene rubber provides excellent elasticity and abrasion resistance, suitable for conveyor belts requiring flexibility and impact tolerance. Both materials serve distinct roles in conveyor belt manufacturing, with CSM preferred for durability in corrosive conditions and isoprene favored for dynamic mechanical performance.
Introduction to Chlorosulfonated Polyethylene Rubber
Chlorosulfonated polyethylene (CSM) rubber is a highly durable synthetic elastomer known for excellent resistance to heat, chemicals, ozone, and weathering, making it ideal for conveyor belt applications in harsh industrial environments. Compared to isoprene rubber, CSM offers superior abrasion resistance and maintains mechanical properties under extreme conditions, extending conveyor belt lifespan and reducing maintenance costs. Its unique chlorine and sulfonyl functional groups provide enhanced bonding with rubber compounds, improving overall operational performance.
Characteristics of Isoprene Rubber
Isoprene rubber (IR) exhibits excellent elasticity and high tensile strength, making it ideal for conveyor belts requiring flexibility and durability under mechanical stress. Its superior resistance to abrasion and good low-temperature performance enhance conveyor belt longevity, especially in dynamic environments. Compared to chlorosulfonated polyethylene rubber, isoprene rubber offers better resilience and tear resistance, crucial for demanding industrial applications.
Mechanical Properties Comparison
Chlorosulfonated polyethylene (CSM) rubber exhibits superior chemical resistance, excellent tensile strength up to 22 MPa, and enhanced abrasion resistance compared to isoprene rubber, making it ideal for conveyor belts operating in harsh environments. Isoprene rubber, while offering good elasticity and resilience with tensile strength typically around 18 MPa, generally lacks the ozone, weather, and chemical durability of CSM, reducing its lifespan in industrial conveyor applications. The superior mechanical properties of CSM, including higher tensile strength, improved tear resistance, and enhanced resilience to environmental degradation, ensure better performance and longevity for conveyor belts under demanding operational conditions.
Chemical Resistance and Durability
Chlorosulfonated polyethylene rubber (CSM) exhibits superior chemical resistance compared to isoprene rubber, effectively withstanding oils, acids, alkalis, and solvents, which enhances its suitability for conveyor belts exposed to harsh industrial chemicals. The durability of CSM is elevated due to its resistance to weathering, ozone, and abrasion, making it ideal for long-term use in aggressive environments. In contrast, isoprene rubber offers excellent elasticity and tensile strength but falls short in chemical resistance and degradation resistance, limiting its durability when exposed to corrosive substances and prolonged mechanical stress.
Performance in Extreme Temperatures
Chlorosulfonated polyethylene (CSM) rubber offers superior resistance to extreme temperatures, maintaining flexibility and durability in environments ranging from -40degC to 150degC, making it ideal for conveyor belts exposed to harsh thermal conditions. Isoprene rubber, while possessing good elasticity, typically performs well only within moderate temperature ranges, approximately -50degC to 70degC, limiting its use in high-heat applications. The enhanced thermal stability of CSM rubber results in longer service life and reduced maintenance for conveyor systems operating under fluctuating or extreme temperature conditions.
Abrasion and Wear Resistance
Chlorosulfonated polyethylene (CSM) rubber exhibits superior abrasion and wear resistance compared to isoprene rubber, making it highly suitable for conveyor belt applications subjected to abrasive materials and harsh environments. CSM rubber's enhanced chemical and UV resistance contributes to prolonged belt lifespan, while isoprene rubber, although flexible and resilient, tends to wear faster under heavy abrasion conditions. Selecting CSM rubber ensures improved durability and reduced maintenance costs for conveyor systems handling rough or abrasive loads.
Cost-Effectiveness and Longevity
Chlorosulfonated polyethylene (CSPE) rubber offers superior resistance to chemicals, ozone, and weathering, making it highly durable for conveyor belts in harsh industrial environments, which enhances longevity and reduces replacement frequency. Isoprene rubber, while providing excellent flexibility and abrasion resistance, typically incurs lower initial costs but may require more frequent maintenance and replacement due to lower chemical and environmental resistance. Considering cost-effectiveness, CSPE rubber's longer service life and reduced downtime often outweigh its higher upfront price compared to isoprene rubber.
Environmental and Safety Considerations
Chlorosulfonated polyethylene (CSPE) rubber offers superior resistance to ozone, UV radiation, and chemicals, making it more durable and safer for conveyor belts in harsh environmental conditions compared to isoprene rubber, which degrades faster under such exposures. CSPE's lower permeability to gases reduces the risk of toxic emissions during use, enhancing workplace safety, while isoprene rubber may release volatile organic compounds (VOCs) during degradation, posing respiratory hazards. The recyclability and lower environmental impact of CSPE also contribute to sustainable conveyor belt applications, whereas isoprene rubber's biodegradability can result in faster breakdown but may require proper disposal to avoid environmental contamination.
Best Applications for Each Rubber Type
Chlorosulfonated polyethylene (CSPE) rubber excels in conveyor belts requiring superior chemical resistance, UV stability, and weather durability, making it ideal for outdoor and harsh industrial environments. Isoprene rubber offers excellent abrasion resistance, flexibility, and tensile strength, suitable for conveyor belts in dry, high-stress applications like mining and bulk material handling. Selecting between CSPE and Isoprene depends on exposure conditions, with CSPE favored for corrosive atmospheres and Isoprene for mechanical wear and dynamic loading.
Infographic: Chlorosulfonated polyethylene rubber vs Isoprene rubber for Conveyor belt