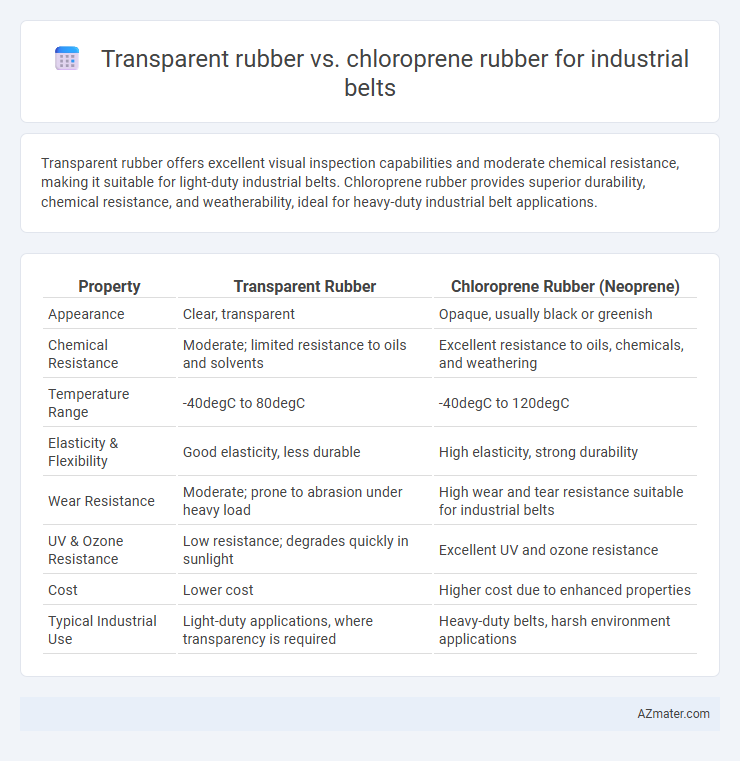
Transparent rubber offers excellent visual inspection capabilities and moderate chemical resistance, making it suitable for light-duty industrial belts. Chloroprene rubber provides superior durability, chemical resistance, and weatherability, ideal for heavy-duty industrial belt applications.
Table of Comparison
| Property | Transparent Rubber | Chloroprene Rubber (Neoprene) |
|---|---|---|
| Appearance | Clear, transparent | Opaque, usually black or greenish |
| Chemical Resistance | Moderate; limited resistance to oils and solvents | Excellent resistance to oils, chemicals, and weathering |
| Temperature Range | -40degC to 80degC | -40degC to 120degC |
| Elasticity & Flexibility | Good elasticity, less durable | High elasticity, strong durability |
| Wear Resistance | Moderate; prone to abrasion under heavy load | High wear and tear resistance suitable for industrial belts |
| UV & Ozone Resistance | Low resistance; degrades quickly in sunlight | Excellent UV and ozone resistance |
| Cost | Lower cost | Higher cost due to enhanced properties |
| Typical Industrial Use | Light-duty applications, where transparency is required | Heavy-duty belts, harsh environment applications |
Introduction to Industrial Belt Materials
Industrial belts require materials with high durability, flexibility, and resistance to environmental factors. Transparent rubber offers excellent visibility and moderate chemical resistance, making it suitable for applications where monitoring belt condition is essential. Chloroprene rubber, known for its superior resistance to oil, heat, and weathering, remains a preferred choice for heavy-duty industrial belts exposed to harsh environments.
What is Transparent Rubber?
Transparent rubber is a clear, flexible elastomer used in industrial belts where visibility of embedded components or product monitoring is essential, offering excellent resistance to oils, chemicals, and abrasion. Unlike chloroprene rubber, which is opaque and valued for its durability and weather resistance, transparent rubber allows for inspection without dismantling equipment, enhancing operational efficiency. Its specialized formulation combines clarity with strong mechanical properties, making it ideal for applications requiring both transparency and robustness.
What is Chloroprene Rubber?
Chloroprene rubber, also known as Neoprene, is a synthetic elastomer prized for its excellent chemical stability and resistance to oils, chemicals, and weathering, making it ideal for industrial belts exposed to harsh environments. Unlike transparent rubber, which offers aesthetic appeal and flexibility, chloroprene rubber provides superior durability, abrasion resistance, and resilience under extreme temperature conditions. These properties make chloroprene rubber a preferred choice for industrial belts requiring long service life and reliable performance in demanding applications.
Physical Properties Comparison
Transparent rubber for industrial belts offers superior flexibility and clarity, making it ideal for applications requiring visual inspection and moderate wear resistance. Chloroprene rubber, known for its excellent chemical resistance, abrasion durability, and enhanced tensile strength, outperforms transparent rubber in harsh industrial environments with exposure to oils and weathering. The choice between the two depends on prioritizing either clear visibility and flexibility or robust physical durability and chemical stability.
Chemical Resistance and Durability
Transparent rubber offers limited chemical resistance and lower durability compared to chloroprene rubber, making it less suitable for harsh industrial environments. Chloroprene rubber exhibits excellent resistance to oils, chemicals, and weathering, providing superior durability for industrial belts exposed to aggressive substances. Its balanced properties ensure prolonged operational life and reduced maintenance in demanding industrial applications.
Flexibility and Wear Performance
Transparent rubber offers superior flexibility compared to chloroprene rubber, making it ideal for industrial belts requiring high elasticity and smooth operation. Chloroprene rubber exhibits excellent wear performance with enhanced resistance to abrasion, chemicals, and weathering, extending the belt's lifespan in harsh industrial environments. Industrial belts made from chloroprene are preferred where durability and resistance to mechanical stress are critical, while transparent rubber belts excel in applications demanding high flexibility and visual monitoring.
Temperature and Environmental Tolerance
Transparent rubber exhibits excellent temperature resistance up to 150degC, maintaining flexibility and clarity under fluctuating thermal conditions, making it suitable for applications requiring visibility and moderate heat tolerance. Chloroprene rubber, known for its superior resistance to a broad temperature range from -40degC to 120degC, offers exceptional durability against environmental stressors, including ozone, UV radiation, and weathering. For industrial belts, chloroprene's enhanced chemical and environmental tolerance provides longer service life in harsh conditions, while transparent rubber is advantageous where optical inspection and moderate thermal performance are priorities.
Cost and Availability Analysis
Transparent rubber offers moderate cost benefits but is less commonly available compared to chloroprene rubber, which is widely produced and economically advantageous for industrial belt applications. Chloroprene rubber provides a more consistent supply chain with established manufacturing processes that reduce lead times and overall expenses. Cost efficiency and raw material availability make chloroprene rubber the preferred choice for high-volume industrial belts, while transparent rubber is typically reserved for niche or specialized uses.
Typical Applications in Industry
Transparent rubber is commonly used in industrial belts for applications requiring visual inspection, such as food processing conveyors and pharmaceutical production lines, due to its clarity and chemical resistance. Chloroprene rubber, known for its excellent abrasion resistance, weatherability, and oil resistance, is ideal for heavy-duty industrial belts in automotive, mining, and manufacturing sectors. Both materials offer unique advantages: transparent rubber supports hygiene and monitoring needs, while chloroprene rubber ensures durability and performance in harsh environments.
Choosing the Right Rubber for Industrial Belts
Choosing the right rubber for industrial belts depends on specific application requirements such as durability, chemical resistance, and transparency. Transparent rubber offers excellent visibility for monitoring belt conditions and is suitable for environments requiring non-toxic materials, while chloroprene rubber provides superior abrasion resistance, weatherability, and chemical stability, making it ideal for heavy-duty industrial use. Evaluating factors like temperature range, mechanical stress, and exposure to oils or chemicals ensures optimal performance and longevity of the industrial belt.
Infographic: Transparent rubber vs Chloroprene rubber for Industrial belt