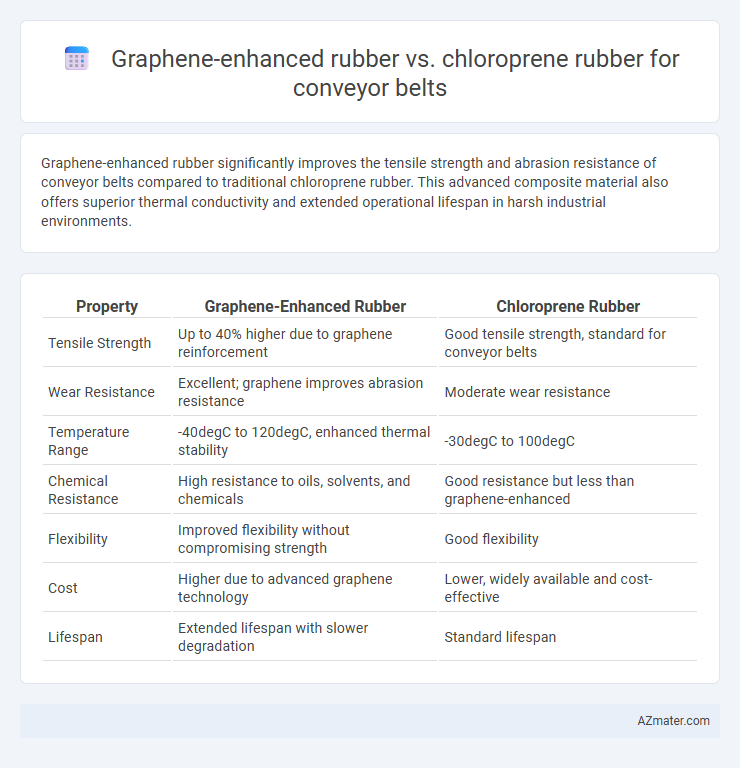
Graphene-enhanced rubber significantly improves the tensile strength and abrasion resistance of conveyor belts compared to traditional chloroprene rubber. This advanced composite material also offers superior thermal conductivity and extended operational lifespan in harsh industrial environments.
Table of Comparison
| Property | Graphene-Enhanced Rubber | Chloroprene Rubber |
|---|---|---|
| Tensile Strength | Up to 40% higher due to graphene reinforcement | Good tensile strength, standard for conveyor belts |
| Wear Resistance | Excellent; graphene improves abrasion resistance | Moderate wear resistance |
| Temperature Range | -40degC to 120degC, enhanced thermal stability | -30degC to 100degC |
| Chemical Resistance | High resistance to oils, solvents, and chemicals | Good resistance but less than graphene-enhanced |
| Flexibility | Improved flexibility without compromising strength | Good flexibility |
| Cost | Higher due to advanced graphene technology | Lower, widely available and cost-effective |
| Lifespan | Extended lifespan with slower degradation | Standard lifespan |
Introduction to Conveyor Belt Materials
Conveyor belts utilize various materials to balance durability, flexibility, and resistance to wear, with Graphene-enhanced rubber and Chloroprene rubber being prominent options. Graphene-enhanced rubber offers superior tensile strength, abrasion resistance, and thermal conductivity, improving conveyor belt lifespan and performance in demanding industrial environments. Chloroprene rubber, known for its excellent weather, oil, and chemical resistance, remains a reliable choice for conveyor belts exposed to harsh conditions but lacks the advanced mechanical properties provided by graphene reinforcement.
What is Graphene-Enhanced Rubber?
Graphene-enhanced rubber integrates graphene, a single layer of carbon atoms known for its exceptional strength, flexibility, and conductivity, into traditional rubber compounds to significantly improve mechanical properties and wear resistance. This innovative material offers superior tensile strength, greater thermal stability, and enhanced abrasion resistance compared to conventional chloroprene rubber commonly used in conveyor belts. The combination of graphene's nanostructure with rubber matrices results in conveyor belts with longer service life, better heat dissipation, and improved overall performance in demanding industrial applications.
Overview of Chloroprene Rubber in Conveyor Belts
Chloroprene rubber, also known as neoprene, offers excellent resistance to oil, chemicals, and weathering, making it a durable choice for conveyor belts in harsh industrial environments. Its inherent flexibility, tensile strength, and abrasion resistance contribute to prolonged service life and reduced maintenance costs. The integration of graphene enhances mechanical properties further, but chloroprene's baseline performance remains a benchmark for medium to heavy-duty conveyor applications.
Mechanical Strength Comparison
Graphene-enhanced rubber exhibits significantly higher tensile strength and improved abrasion resistance compared to chloroprene rubber, making it more durable under heavy mechanical stress in conveyor belt applications. The incorporation of graphene increases elasticity and tear resistance, which enhances the operational lifespan of conveyor belts subject to frequent flexing and load variations. Chloroprene rubber, while offering good chemical and weather resistance, generally falls short in mechanical strength metrics crucial for high-performance conveyor belt systems.
Abrasion and Wear Resistance
Graphene-enhanced rubber significantly improves abrasion and wear resistance compared to chloroprene rubber, making it ideal for conveyor belt applications subject to heavy-duty use. The incorporation of graphene nanoparticles in the rubber matrix enhances tensile strength and reduces surface degradation caused by friction and mechanical stress. Chloroprene rubber, while moderately resistant to abrasion, is outperformed by graphene composites due to graphene's superior hardness and ability to dissipate wear forces more effectively.
Chemical and Thermal Stability
Graphene-enhanced rubber exhibits superior chemical resistance and thermal stability compared to chloroprene rubber, making it ideal for conveyor belts exposed to harsh industrial environments. The incorporation of graphene significantly improves oxidative resistance and heat tolerance, allowing the conveyor belt to maintain flexibility and strength under prolonged high-temperature conditions. Chloroprene rubber, while resistant to oils and chemicals, generally shows lower thermal endurance, which can lead to faster degradation and reduced lifespan in demanding applications.
Energy Efficiency and Performance
Graphene-enhanced rubber significantly improves conveyor belt energy efficiency by reducing rolling resistance and enhancing thermal conductivity, which minimizes heat buildup during operation. This material also offers superior tensile strength and abrasion resistance compared to chloroprene rubber, resulting in longer service life and reduced maintenance costs. Chloroprene rubber, while durable and resistant to chemicals, generally lags behind graphene-enhanced rubber in optimizing mechanical performance and energy savings under continuous heavy load conditions.
Environmental Impact and Sustainability
Graphene-enhanced rubber improves conveyor belt durability and reduces resource consumption by enhancing strength and wear resistance, leading to longer service life and less frequent replacements. Chloroprene rubber, while effective in chemical and weather-resistant applications, typically requires energy-intensive production and generates higher levels of greenhouse gases. Utilizing graphene-enhanced rubber supports sustainability goals through decreased material waste and lower environmental footprint during manufacturing and operation.
Cost Analysis and Economic Considerations
Graphene-enhanced rubber offers higher durability and wear resistance than chloroprene rubber, potentially reducing maintenance and replacement costs for conveyor belts over time. While initial material expenses for graphene composites are higher, the extended lifespan and improved performance can lead to lower total cost of ownership in demanding industrial environments. Economic considerations must weigh upfront investment against long-term savings from reduced downtime and enhanced conveyor efficiency.
Future Trends in Conveyor Belt Rubber Technologies
Graphene-enhanced rubber offers superior tensile strength, thermal conductivity, and wear resistance compared to traditional chloroprene rubber, driving its adoption in conveyor belt applications. Emerging trends emphasize integrating nanomaterials like graphene to extend conveyor belt lifespan and improve energy efficiency in material handling processes. Advanced formulations aim to combine the flexibility of chloroprene with the enhanced durability of graphene composites, setting new standards in next-generation conveyor belt technologies.
Infographic: Graphene-enhanced rubber vs Chloroprene rubber for Conveyor belt