Nitrile rubber offers superior oil and chemical resistance, making it ideal for conveyor belts in industries with exposure to fuels and oils. Chloroprene rubber provides excellent weather, ozone, and abrasion resistance, suitable for outdoor conveyor belt applications.
Table of Comparison
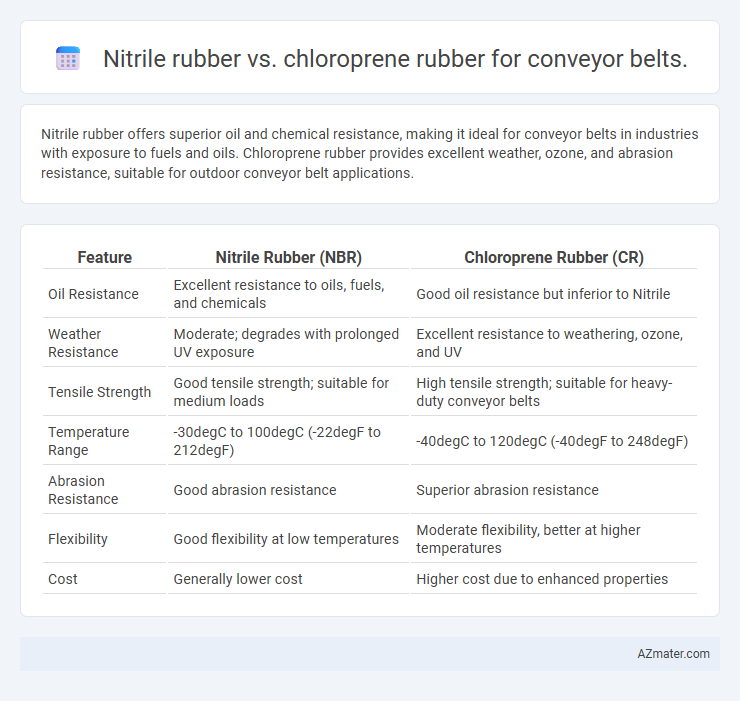
| Feature | Nitrile Rubber (NBR) | Chloroprene Rubber (CR) |
|---|---|---|
| Oil Resistance | Excellent resistance to oils, fuels, and chemicals | Good oil resistance but inferior to Nitrile |
| Weather Resistance | Moderate; degrades with prolonged UV exposure | Excellent resistance to weathering, ozone, and UV |
| Tensile Strength | Good tensile strength; suitable for medium loads | High tensile strength; suitable for heavy-duty conveyor belts |
| Temperature Range | -30degC to 100degC (-22degF to 212degF) | -40degC to 120degC (-40degF to 248degF) |
| Abrasion Resistance | Good abrasion resistance | Superior abrasion resistance |
| Flexibility | Good flexibility at low temperatures | Moderate flexibility, better at higher temperatures |
| Cost | Generally lower cost | Higher cost due to enhanced properties |
Introduction to Conveyor Belt Rubber Types
Nitrile rubber and chloroprene rubber are two primary materials used in conveyor belt fabrication, each offering distinct advantages based on their chemical properties. Nitrile rubber excels in oil and chemical resistance, making it ideal for industries with exposure to fuels, oils, and solvents. Chloroprene rubber provides superior weather, ozone, and aging resistance, suitable for outdoor applications and general-purpose conveyor systems.
Overview of Nitrile Rubber (NBR)
Nitrile Rubber (NBR) is a synthetic elastomer known for its excellent resistance to oils, fuels, and chemicals, making it ideal for conveyor belts in industrial environments with exposure to hydrocarbons. Its high tensile strength and abrasion resistance ensure durability and reliable performance in heavy-duty applications. NBR conveyor belts also offer superior temperature resistance, typically operating efficiently within a range of -40degC to 120degC, which enhances their versatility across various industries.
Overview of Chloroprene Rubber (CR/Neoprene)
Chloroprene rubber (CR), also known as Neoprene, offers excellent resistance to oils, chemicals, and weathering, making it an ideal material for conveyor belts operating in harsh environments. Its superior flexibility and durability provide enhanced abrasion resistance and mechanical strength compared to nitrile rubber. Chloroprene rubber's balanced physical properties ensure longer service life and reliable performance in industrial conveyor applications.
Key Properties of Nitrile Rubber in Conveyor Belts
Nitrile rubber offers exceptional resistance to oils, fuels, and chemicals, making it ideal for conveyor belts used in industrial settings with exposure to harsh substances. Its high abrasion resistance and excellent tensile strength ensure durability and long service life under continuous mechanical stress. The material's ability to withstand extreme temperatures from -40degC to 120degC further enhances its suitability for conveyor belts operating in diverse environments.
Key Properties of Chloroprene Rubber in Conveyor Belts
Chloroprene rubber in conveyor belts offers excellent resistance to weathering, ozone, and moderate chemicals, making it suitable for outdoor and industrial environments. Its strong abrasion resistance and good flexibility enhance durability under continuous mechanical stress. The material's inherent flame resistance and stable performance across a wide temperature range provide reliable long-term operation in demanding conveyor belt applications.
Chemical Resistance Comparison
Nitrile rubber exhibits superior resistance to oils, fuels, and hydrocarbons, making it ideal for conveyor belts exposed to petroleum-based substances. Chloroprene rubber offers balanced resistance against weathering, ozone, and moderate chemical exposure, including acids and alkalis. For conveyor belts subjected to aggressive chemicals, nitrile rubber delivers enhanced durability, while chloroprene provides greater overall environmental resistance.
Temperature Performance: Nitrile vs Chloroprene
Nitrile rubber exhibits superior resistance to high temperatures, maintaining elasticity and performance up to approximately 120degC, making it ideal for conveyor belts exposed to elevated heat. Chloroprene rubber, while offering good thermal stability, typically performs effectively within a temperature range of -40degC to 90degC, limiting its use in higher temperature environments. The enhanced thermal resistance of nitrile rubber ensures longer conveyor belt lifespan and reliability in demanding industrial applications.
Abrasion and Wear Resistance Analysis
Nitrile rubber exhibits superior abrasion resistance compared to chloroprene rubber, making it ideal for conveyor belts exposed to rough materials and abrasive environments. The molecular structure of nitrile rubber enhances its wear resistance, reducing the frequency of maintenance and belt replacement in industrial applications. Chloroprene rubber offers moderate abrasion resistance but excels in chemical and weather resistance, which may be less critical in high-wear conveyor belt scenarios.
Cost and Availability Considerations
Nitrile rubber offers a cost-effective solution for conveyor belts due to its widespread availability and lower production expenses compared to chloroprene rubber. Chloroprene rubber, while generally more expensive, provides enhanced chemical resistance and durability, justifying its higher price in specialized applications. Availability of nitrile rubber is typically higher globally, making it a preferred choice for budget-conscious projects requiring moderate performance.
Best Applications: Choosing the Right Rubber for Conveyor Belts
Nitrile rubber excels in conveyor belts handling oils, fuels, and chemicals due to its superior oil resistance and abrasion durability, making it ideal for automotive and industrial applications. Chloroprene rubber is preferred for environments requiring excellent weather, ozone, and flame resistance, suitable for outdoor and heavy-duty conveyor systems. Selecting the right rubber depends on operational conditions, with nitrile favored for chemical exposure and chloroprene for extreme environmental resilience.
Infographic: Nitrile rubber vs Chloroprene rubber for Conveyor belt