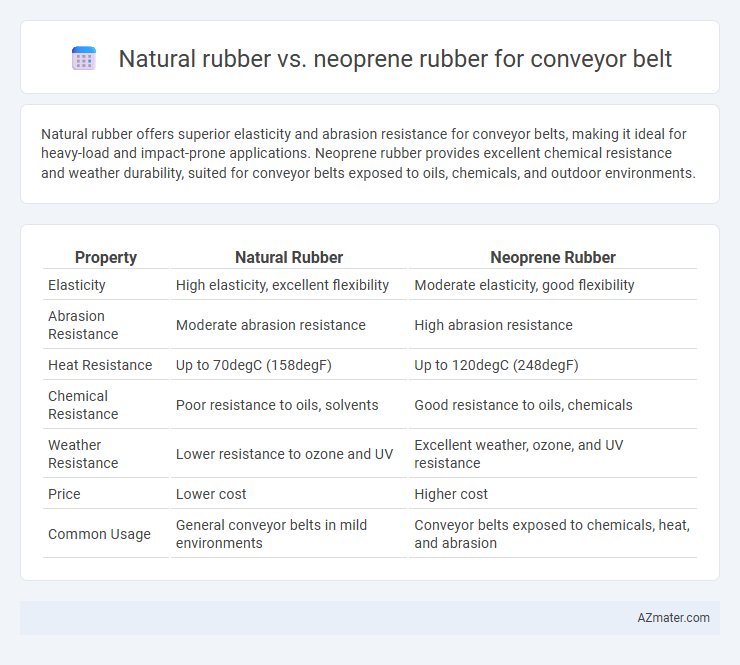
Natural rubber offers superior elasticity and abrasion resistance for conveyor belts, making it ideal for heavy-load and impact-prone applications. Neoprene rubber provides excellent chemical resistance and weather durability, suited for conveyor belts exposed to oils, chemicals, and outdoor environments.
Table of Comparison
| Property | Natural Rubber | Neoprene Rubber |
|---|---|---|
| Elasticity | High elasticity, excellent flexibility | Moderate elasticity, good flexibility |
| Abrasion Resistance | Moderate abrasion resistance | High abrasion resistance |
| Heat Resistance | Up to 70degC (158degF) | Up to 120degC (248degF) |
| Chemical Resistance | Poor resistance to oils, solvents | Good resistance to oils, chemicals |
| Weather Resistance | Lower resistance to ozone and UV | Excellent weather, ozone, and UV resistance |
| Price | Lower cost | Higher cost |
| Common Usage | General conveyor belts in mild environments | Conveyor belts exposed to chemicals, heat, and abrasion |
Introduction to Conveyor Belt Materials
Natural rubber offers excellent abrasion resistance and flexibility, making it ideal for conveyor belts in mining and heavy-duty material handling. Neoprene rubber provides superior chemical and weather resistance, suitable for conveyor belts exposed to oils, solvents, and outdoor environments. Selecting between natural rubber and neoprene depends on operational conditions, including temperature, chemical exposure, and mechanical stress.
Overview of Natural Rubber and Neoprene Rubber
Natural rubber, derived from the latex of rubber trees, offers excellent elasticity, high tensile strength, and superior abrasion resistance, making it ideal for conveyor belts requiring flexibility and durability. Neoprene rubber, a synthetic polymer known for its outstanding chemical, oil, and heat resistance, provides enhanced performance in harsh industrial environments where exposure to oils, solvents, and extreme temperatures is common. Both materials are selected based on specific conveyor belt requirements, with natural rubber favored for general-purpose applications and neoprene suited for specialized, demanding conditions.
Key Properties of Natural Rubber
Natural rubber offers exceptional elasticity, high tensile strength, and excellent abrasion resistance, making it ideal for conveyor belts in industries requiring flexibility and durability. Its superior resistance to fatigue and good grip properties ensure reliable performance under dynamic loads and varying temperatures. However, natural rubber has limited resistance to oils, chemicals, and ozone, which may affect its longevity in harsh industrial environments compared to neoprene rubber.
Key Properties of Neoprene Rubber
Neoprene rubber offers exceptional resistance to oil, chemicals, and weathering, making it highly suitable for conveyor belts operating in harsh industrial environments. Its superior durability and resistance to abrasion ensure a longer lifespan compared to natural rubber, which excels in flexibility but lacks chemical resilience. Key properties of neoprene rubber include excellent tensile strength, low compression set, and resistance to ozone and UV degradation, enhancing conveyor belt performance and maintenance intervals.
Durability Comparison: Natural Rubber vs Neoprene
Natural rubber offers excellent flexibility and resilience but is less resistant to oils, chemicals, and weathering, making it prone to faster wear on conveyor belts in harsh environments. Neoprene rubber provides superior durability due to its strong resistance to oil, ozone, and UV exposure, resulting in longer service life and reduced maintenance for conveyor belts. The choice between natural rubber and neoprene depends heavily on the operating conditions, with neoprene preferred for demanding industrial applications requiring enhanced longevity.
Chemical Resistance and Environmental Suitability
Natural rubber offers excellent abrasion resistance and flexibility for conveyor belts but has limited chemical resistance, particularly against oils, solvents, and oxidizing agents, making it less suitable for harsh chemical environments. Neoprene rubber provides superior chemical resistance to oils, acids, and weathering conditions, ensuring longer durability in industrial and outdoor conveyor applications. Environmental suitability favors neoprene for exposure to ozone, sunlight, and varying temperatures, while natural rubber is better suited for dry, non-corrosive settings.
Cost and Availability Factors
Natural rubber offers a cost-effective solution for conveyor belts due to its widespread availability and renewable sourcing from rubber trees, making it generally less expensive than neoprene. Neoprene, a synthetic rubber, tends to be pricier because of its complex manufacturing processes and reliance on petrochemical raw materials, which also affects its market availability. When selecting between natural rubber and neoprene for conveyor belts, budget constraints and the regional supply chain should be key factors influencing the decision.
Application Suitability in Different Industries
Natural rubber excels in applications requiring high flexibility, abrasion resistance, and tensile strength, making it ideal for industries like agriculture, mining, and food processing where durability under heavy loads and resistance to impact are critical. Neoprene rubber offers superior chemical, oil, and weather resistance, which suits conveyor belts in chemical plants, automotive manufacturing, and outdoor environments exposed to ozone and UV radiation. Selecting between natural rubber and neoprene depends on the specific industrial environment, emphasizing natural rubber for mechanical durability and neoprene for chemical exposure and environmental resilience.
Environmental Impact and Sustainability Considerations
Natural rubber for conveyor belts is derived from renewable latex sap, offering biodegradability and lower carbon footprint compared to synthetic alternatives. Neoprene rubber, produced from petroleum-based chloroprene, involves higher greenhouse gas emissions and poses challenges in waste management due to limited recyclability. Sustainable conveyor belt solutions prioritize natural rubber for eco-friendly applications where biodegradability and reduced environmental impact are critical.
Conclusion: Choosing the Right Rubber for Conveyor Belts
Natural rubber offers excellent tensile strength, flexibility, and resistance to abrasion, making it ideal for conveyor belts in environments with heavy loads and high friction. Neoprene rubber provides superior resistance to oil, chemicals, and weathering, which is essential for conveyor belts operating in harsh chemical or outdoor conditions. Selecting the right rubber depends on the specific application requirements, with natural rubber preferred for durability and neoprene favored for chemical and environmental resistance.
Infographic: Natural rubber vs Neoprene rubber for Conveyor belt