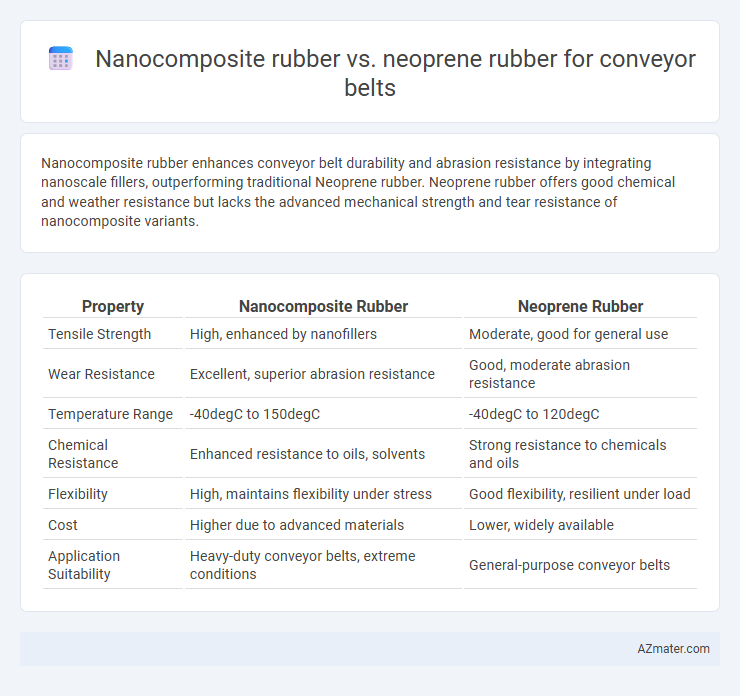
Nanocomposite rubber enhances conveyor belt durability and abrasion resistance by integrating nanoscale fillers, outperforming traditional Neoprene rubber. Neoprene rubber offers good chemical and weather resistance but lacks the advanced mechanical strength and tear resistance of nanocomposite variants.
Table of Comparison
| Property | Nanocomposite Rubber | Neoprene Rubber |
|---|---|---|
| Tensile Strength | High, enhanced by nanofillers | Moderate, good for general use |
| Wear Resistance | Excellent, superior abrasion resistance | Good, moderate abrasion resistance |
| Temperature Range | -40degC to 150degC | -40degC to 120degC |
| Chemical Resistance | Enhanced resistance to oils, solvents | Strong resistance to chemicals and oils |
| Flexibility | High, maintains flexibility under stress | Good flexibility, resilient under load |
| Cost | Higher due to advanced materials | Lower, widely available |
| Application Suitability | Heavy-duty conveyor belts, extreme conditions | General-purpose conveyor belts |
Introduction to Conveyor Belt Materials
Nanocomposite rubber enhances conveyor belt performance by integrating nanomaterials, offering superior strength, abrasion resistance, and flexibility compared to traditional neoprene rubber. Neoprene rubber is widely used for its chemical stability, weather resistance, and moderate durability in conveyor belts. Choosing between nanocomposite and neoprene rubber depends on the operational demands, with nanocomposite materials excelling in heavy-duty and high-wear environments.
Overview of Nanocomposite Rubber
Nanocomposite rubber integrates nanoscale fillers such as carbon nanotubes or nanoclays into a rubber matrix, significantly enhancing mechanical strength, abrasion resistance, and thermal stability compared to conventional neoprene rubber. This advanced material offers superior durability and improved performance under extreme conditions, making it ideal for conveyor belts subjected to high wear and tear. The incorporation of nanoparticles optimizes elasticity and tear resistance, extending conveyor belt lifespan and reducing maintenance costs.
Defining Neoprene Rubber
Neoprene rubber is a synthetic elastomer known for its excellent chemical stability, flexibility, and resistance to oil, heat, and weathering, making it a popular choice for conveyor belts in harsh environments. Nanocomposite rubber enhances these properties by incorporating nanoparticles, which significantly improve mechanical strength, abrasion resistance, and thermal stability compared to standard neoprene. This advanced material innovation results in conveyor belts with longer service life and superior performance under heavy-duty industrial conditions.
Mechanical Properties Comparison
Nanocomposite rubber exhibits enhanced mechanical properties compared to neoprene rubber in conveyor belt applications, including superior tensile strength, increased abrasion resistance, and improved elasticity. The integration of nanoparticles in nanocomposite rubber results in better load-bearing capacity and higher durability under dynamic stresses. Neoprene rubber, while offering good chemical and weather resistance, typically shows lower mechanical performance metrics than nanocomposite alternatives in heavy-duty conveyor belt environments.
Chemical Resistance and Durability
Nanocomposite rubber exhibits superior chemical resistance compared to neoprene rubber, effectively withstanding exposure to oils, acids, and solvents commonly encountered in conveyor belt operations. Its enhanced durability is attributed to the uniform dispersion of nanofillers, which significantly improve abrasion resistance and tensile strength, extending the lifespan of conveyor belts in harsh industrial environments. Neoprene rubber, while resistant to weathering and ozone, generally offers lower chemical resistance and can degrade faster under constant exposure to aggressive chemicals.
Temperature Tolerance and Performance
Nanocomposite rubber exhibits superior temperature tolerance compared to neoprene rubber, maintaining flexibility and strength in environments ranging from -40degC to 150degC, which enhances conveyor belt durability under extreme thermal conditions. Neoprene rubber typically operates effectively between -20degC and 120degC but may degrade faster when exposed to prolonged high temperatures. The enhanced thermal resistance of nanocomposite rubber results in improved performance, reduced wear, and extended service life for conveyor belts in demanding industrial applications.
Wear and Abrasion Resistance
Nanocomposite rubber exhibits superior wear and abrasion resistance compared to neoprene rubber in conveyor belt applications due to its enhanced filler dispersion and nanostructured reinforcement. The incorporation of nanomaterials such as silica or graphene significantly improves the mechanical properties and durability under abrasive conditions. Neoprene rubber, while resilient and weather-resistant, generally offers lower abrasion resistance, making nanocomposite rubbers more suitable for heavy-duty conveyors exposed to high wear environments.
Cost Analysis and Economic Feasibility
Nanocomposite rubber offers enhanced mechanical properties and extended durability compared to traditional neoprene rubber, resulting in lower long-term maintenance and replacement costs for conveyor belts. While the initial procurement cost of nanocomposite rubber is higher, its superior resistance to abrasion, heat, and chemicals improves operational efficiency and reduces downtime expenses. Economic feasibility favors nanocomposite rubber in high-demand industrial environments where the lifecycle cost savings outweigh the upfront investment.
Environmental Impact and Sustainability
Nanocomposite rubber used in conveyor belts offers enhanced durability and reduced environmental impact due to its incorporation of nano-sized fillers, which improve mechanical properties and extend belt lifespan, minimizing waste generation. Neoprene rubber, while widely used, has a higher carbon footprint and relies on non-renewable petroleum-based resources, contributing to environmental concerns during production and disposal. Sustainable alternatives like nanocomposite rubbers support eco-friendly manufacturing by lowering energy consumption and enabling better recyclability compared to traditional neoprene materials.
Application Suitability and Industry Recommendations
Nanocomposite rubber offers enhanced wear resistance, superior tensile strength, and improved thermal stability compared to neoprene rubber, making it highly suitable for heavy-duty conveyor belt applications in mining and aggregate industries. Neoprene rubber, with excellent resistance to oils, chemicals, and weathering, remains preferred in food processing, pharmaceuticals, and light manufacturing sectors where chemical exposure and moderate mechanical stress occur. Industry recommendations emphasize nanocomposite rubber for high-load, abrasive environments, while neoprene rubber is favored for versatility and chemical resilience in moderate-load conveyor systems.
Infographic: Nanocomposite rubber vs Neoprene rubber for Conveyor belt