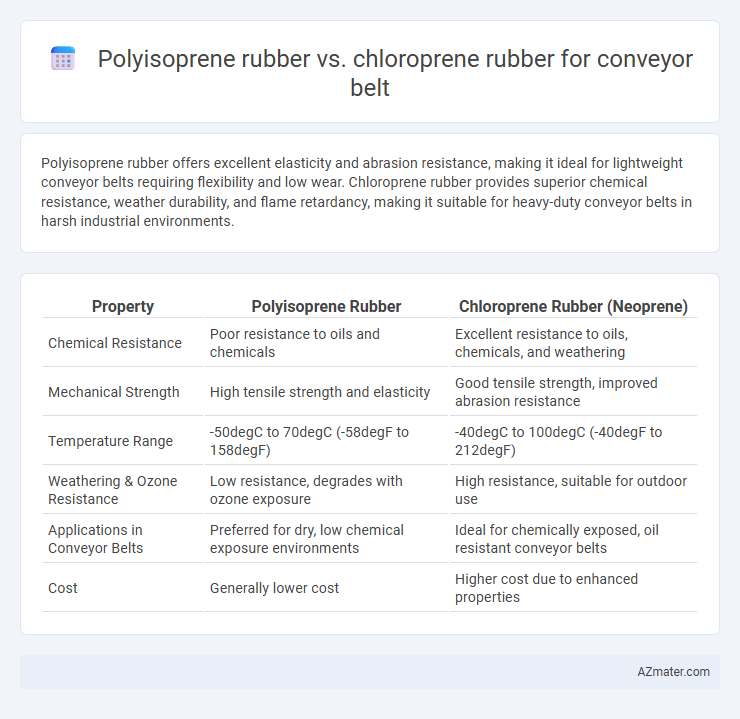
Polyisoprene rubber offers excellent elasticity and abrasion resistance, making it ideal for lightweight conveyor belts requiring flexibility and low wear. Chloroprene rubber provides superior chemical resistance, weather durability, and flame retardancy, making it suitable for heavy-duty conveyor belts in harsh industrial environments.
Table of Comparison
| Property | Polyisoprene Rubber | Chloroprene Rubber (Neoprene) |
|---|---|---|
| Chemical Resistance | Poor resistance to oils and chemicals | Excellent resistance to oils, chemicals, and weathering |
| Mechanical Strength | High tensile strength and elasticity | Good tensile strength, improved abrasion resistance |
| Temperature Range | -50degC to 70degC (-58degF to 158degF) | -40degC to 100degC (-40degF to 212degF) |
| Weathering & Ozone Resistance | Low resistance, degrades with ozone exposure | High resistance, suitable for outdoor use |
| Applications in Conveyor Belts | Preferred for dry, low chemical exposure environments | Ideal for chemically exposed, oil resistant conveyor belts |
| Cost | Generally lower cost | Higher cost due to enhanced properties |
Introduction to Conveyor Belt Rubber Materials
Polyisoprene rubber offers excellent elasticity and abrasion resistance, making it ideal for conveyor belts requiring high flexibility and durability under dynamic loads. Chloroprene rubber provides superior chemical resistance and weatherability, ensuring conveyor belts perform well in harsh industrial environments with exposure to oils, solvents, and varying temperatures. Selecting the appropriate material depends on the specific operational demands, such as mechanical stress tolerance and environmental exposure, to optimize conveyor belt lifespan and performance.
Overview of Polyisoprene Rubber
Polyisoprene rubber, a synthetic equivalent of natural rubber, offers excellent elasticity, high tensile strength, and superior abrasion resistance, making it ideal for conveyor belt applications requiring flexibility and durability. Its molecular structure provides better resilience against fatigue compared to chloroprene rubber, which is known for enhanced chemical and weather resistance but lower elasticity. For industries prioritizing mechanical performance and wear resistance, polyisoprene rubber ensures longer service life and efficient load handling in conveyor belt systems.
Overview of Chloroprene Rubber
Chloroprene rubber, also known as Neoprene, offers excellent resistance to oil, chemicals, and weathering, making it highly suitable for conveyor belts in harsh industrial environments. Its superior tensile strength, abrasion resistance, and flexibility extend the operational life of conveyor belts compared to polyisoprene rubber. Chloroprene's ability to withstand temperature extremes and exposure to ozone enhances the performance and durability of conveyor systems in demanding applications.
Mechanical Properties Comparison
Polyisoprene rubber offers excellent tensile strength and high elasticity, making it suitable for conveyor belts requiring flexibility and resilience under dynamic loads. Chloroprene rubber, also known as Neoprene, provides superior abrasion resistance, ozone resistance, and moderate tensile strength, which enhances durability in harsh environmental conditions. Comparing mechanical properties, polyisoprene excels in flexibility and tear resistance, while chloroprene outperforms in chemical resistance and long-term aging stability for conveyor belt applications.
Abrasion and Wear Resistance
Polyisoprene rubber offers excellent abrasion resistance with good elasticity, making it suitable for conveyor belts handling lighter, less abrasive materials. Chloroprene rubber (Neoprene) provides superior wear resistance and chemical stability, ideal for conveyor belts exposed to harsh environments and aggressive substances. Selecting chloroprene rubber enhances conveyor belt durability and longevity in applications requiring high abrasion and wear resistance.
Chemical and Environmental Resistance
Polyisoprene rubber exhibits excellent resistance to abrasion and cracking but has limited chemical resistance, particularly against oils, fuels, and solvents, making it less suitable for environments with aggressive chemical exposure. Chloroprene rubber (Neoprene) offers superior chemical resistance, particularly to oils, chemicals, ozone, and weathering, which enhances its durability and environmental resistance in harsh industrial settings. For conveyor belts operating in chemically aggressive or outdoor environments, chloroprene rubber provides a more reliable performance due to its balanced resistance to chemicals and environmental factors.
Temperature Performance
Polyisoprene rubber exhibits excellent flexibility and resilience but has a limited temperature range, typically performing well between -40degC and 70degC. Chloroprene rubber offers superior temperature resistance, maintaining durability and elasticity from -40degC up to 120degC, making it more suitable for conveyor belts exposed to fluctuating or higher temperatures. The enhanced thermal stability of chloroprene rubber contributes to longer service life and reduced degradation in high-temperature industrial environments.
Cost and Availability
Polyisoprene rubber typically offers a lower cost and is more readily available due to its widespread natural sources and simpler processing methods. Chloroprene rubber, while generally more expensive, provides superior chemical and weather resistance but can be harder to source in large quantities. For conveyor belts, the cost-effectiveness and abundant supply of polyisoprene make it a preferred choice in budget-sensitive applications.
Typical Applications in Conveyor Belts
Polyisoprene rubber is favored in conveyor belts for industries requiring excellent abrasion resistance and flexibility, such as food processing and light material handling. Chloroprene rubber is widely used in conveyor belts exposed to harsher environments due to its superior oil, chemical, and weather resistance, making it ideal for mining, chemical plants, and heavy-duty manufacturing. Both materials offer strong durability, but chloroprene excels in applications involving exposure to oils and extreme temperatures while polyisoprene is preferred for its natural rubber-like elasticity.
Choosing the Right Rubber for Conveyor Belts
Polyisoprene rubber offers excellent tensile strength, elasticity, and abrasion resistance, making it ideal for conveyor belts transporting light to medium loads with minimal chemical exposure. Chloroprene rubber excels in oil, chemical, and weather resistance, suitable for conveyor belts in harsh industrial environments requiring durability against ozone, UV, and temperature fluctuations. Selecting the right rubber depends on factors like load type, environmental exposure, and desired longevity to optimize conveyor belt performance and maintenance costs.
Infographic: Polyisoprene rubber vs Chloroprene rubber for Conveyor belt