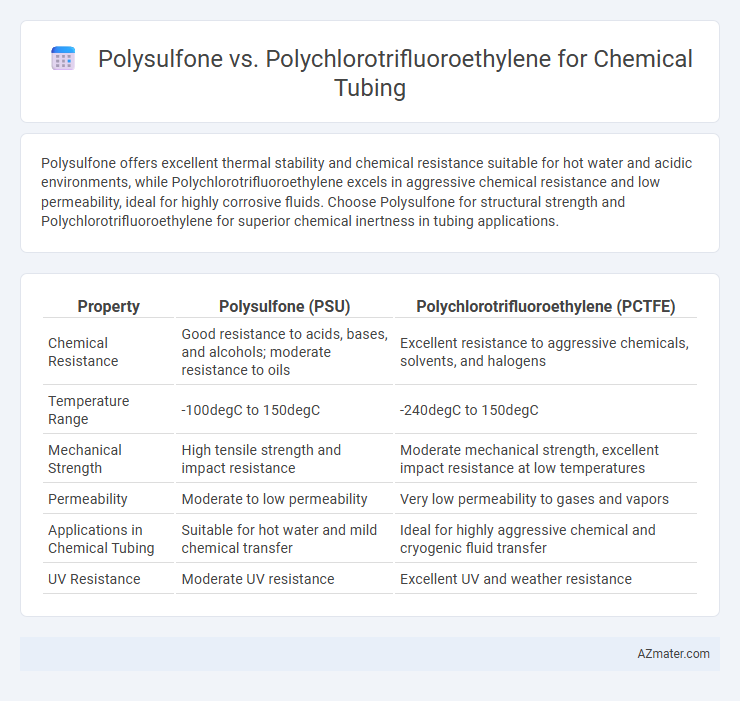
Polysulfone offers excellent thermal stability and chemical resistance suitable for hot water and acidic environments, while Polychlorotrifluoroethylene excels in aggressive chemical resistance and low permeability, ideal for highly corrosive fluids. Choose Polysulfone for structural strength and Polychlorotrifluoroethylene for superior chemical inertness in tubing applications.
Table of Comparison
| Property | Polysulfone (PSU) | Polychlorotrifluoroethylene (PCTFE) |
|---|---|---|
| Chemical Resistance | Good resistance to acids, bases, and alcohols; moderate resistance to oils | Excellent resistance to aggressive chemicals, solvents, and halogens |
| Temperature Range | -100degC to 150degC | -240degC to 150degC |
| Mechanical Strength | High tensile strength and impact resistance | Moderate mechanical strength, excellent impact resistance at low temperatures |
| Permeability | Moderate to low permeability | Very low permeability to gases and vapors |
| Applications in Chemical Tubing | Suitable for hot water and mild chemical transfer | Ideal for highly aggressive chemical and cryogenic fluid transfer |
| UV Resistance | Moderate UV resistance | Excellent UV and weather resistance |
Introduction to Chemical Tubing Materials
Polysulfone exhibits exceptional thermal stability and chemical resistance, making it ideal for chemical tubing applications involving hot, aggressive fluids. Polychlorotrifluoroethylene (PCTFE) offers superior impermeability and resistance to chlorine, acids, and solvents, providing durability in highly corrosive environments. Material selection depends on operating temperature, chemical compatibility, and mechanical stress requirements to ensure optimal performance in chemical fluid transport.
Overview of Polysulfone (PSU): Properties and Uses
Polysulfone (PSU) offers high thermal stability, excellent chemical resistance, and superior mechanical strength, making it ideal for chemical tubing applications where durability and resistance to harsh chemicals are critical. PSU maintains performance at continuous use temperatures up to 150degC and resists acids, bases, and alcohols, ensuring long-term reliability in industrial fluid handling. Its transparency and ease of fabrication allow for visual monitoring and customization in water treatment, pharmaceutical processing, and food manufacturing tubing systems.
Understanding Polychlorotrifluoroethylene (PCTFE): Key Characteristics
Polychlorotrifluoroethylene (PCTFE) exhibits exceptional chemical resistance and low permeability to gases, making it highly suitable for chemical tubing applications demanding durability and barrier properties. Its remarkable thermal stability and resistance to aggressive solvents outperform polysulfone, which is known for moderate chemical resistance but lower gas impermeability. PCTFE's dense molecular structure ensures long-term performance in harsh chemical environments, emphasizing its advantage over polysulfone in critical fluid handling systems.
Chemical Resistance Comparison: PSU vs. PCTFE
Polysulfone (PSU) offers excellent thermal stability and moderate chemical resistance suitable for many aqueous solutions, but it can degrade when exposed to strong acids, bases, and certain organic solvents. Polychlorotrifluoroethylene (PCTFE) exhibits superior chemical resistance, particularly against aggressive chemicals like strong acids, bases, and hydrocarbons, making it ideal for demanding chemical tubing applications. In environments requiring high resistance to solvents and corrosive chemicals, PCTFE outperforms PSU by maintaining structural integrity and longevity.
Mechanical Properties and Durability
Polysulfone offers superior mechanical strength with high tensile and impact resistance, making it ideal for chemical tubing subjected to high-pressure environments. Polychlorotrifluoroethylene (PCTFE) demonstrates exceptional chemical resistance and low permeability but has moderate mechanical strength compared to polysulfone. In terms of durability, polysulfone maintains stability under thermal cycling and mechanical stress, while PCTFE excels in corrosion resistance, particularly against aggressive chemicals and solvents.
Thermal Stability and Temperature Tolerance
Polysulfone exhibits excellent thermal stability with a continuous use temperature up to 150degC, making it suitable for moderately high-temperature chemical tubing applications. Polychlorotrifluoroethylene (PCTFE) offers superior temperature tolerance, maintaining structural integrity at temperatures as low as -240degC and up to approximately 150degC, ideal for extreme thermal environments. Both materials resist chemical attack, but PCTFE's broader temperature range and lower thermal expansion provide enhanced performance for cryogenic and high-temperature fluid transport systems.
Transparency and Optical Qualities
Polysulfone tubing offers excellent transparency and superior optical clarity, making it ideal for applications requiring visual monitoring of chemical flow. Polychlorotrifluoroethylene (PCTFE) tubing, while chemically resistant, is opaque and lacks the light transmission properties needed for visual inspection. The choice between these materials hinges on whether visibility of the transported chemicals is critical, with Polysulfone preferred for its clear, glass-like appearance.
Cost Considerations and Economic Value
Polysulfone offers moderate initial costs with strong chemical resistance and thermal stability, providing long-term economic value for chemical tubing applications requiring durability and reliability. Polychlorotrifluoroethylene incurs higher upfront expenses but excels in aggressive chemical environments with superior corrosion resistance, reducing maintenance and replacement costs over the tubing's lifecycle. Evaluating total cost of ownership, polysulfone suits budget-conscious projects, whereas polychlorotrifluoroethylene delivers greater value in demanding chemical processes despite its premium price.
Typical Applications in Chemical Tubing
Polysulfone (PSU) tubing is widely used in pharmaceutical and food processing industries due to its excellent chemical resistance, high-temperature tolerance up to 150degC, and transparency for visual flow monitoring. Polychlorotrifluoroethylene (PCTFE) tubing excels in cryogenic applications and environments requiring exceptional chemical inertness, particularly in semiconductor manufacturing and specialty gas delivery systems. Both materials offer unique benefits for chemical tubing; PSU is preferred for hot, aqueous solutions while PCTFE provides superior resistance to aggressive chemicals and low temperatures.
Final Assessment: Choosing Between Polysulfone and PCTFE
Polysulfone offers excellent thermal stability and mechanical strength, making it ideal for chemical tubing in high-temperature applications, while Polychlorotrifluoroethylene (PCTFE) provides superior chemical resistance and low gas permeability, crucial for handling aggressive solvents and gases. Selecting between Polysulfone and PCTFE depends on the specific application environment, with polysulfone favored for durability under heat and PCTFE for chemical inertness and sealing capabilities. Cost considerations, temperature range (-80degC to 150degC for polysulfone, -240degC to 150degC for PCTFE), and exposure to harsh chemicals drive the final decision in chemical tubing materials.
Infographic: Polysulfone vs Polychlorotrifluoroethylene for Chemical Tubing