Polyethylene foam offers lightweight, moisture-resistant insulation with excellent thermal properties ideal for HVAC applications. Nitrile butadiene rubber foam provides superior oil resistance, flexibility, and durability, making it optimal for automotive and industrial insulation needs.
Table of Comparison
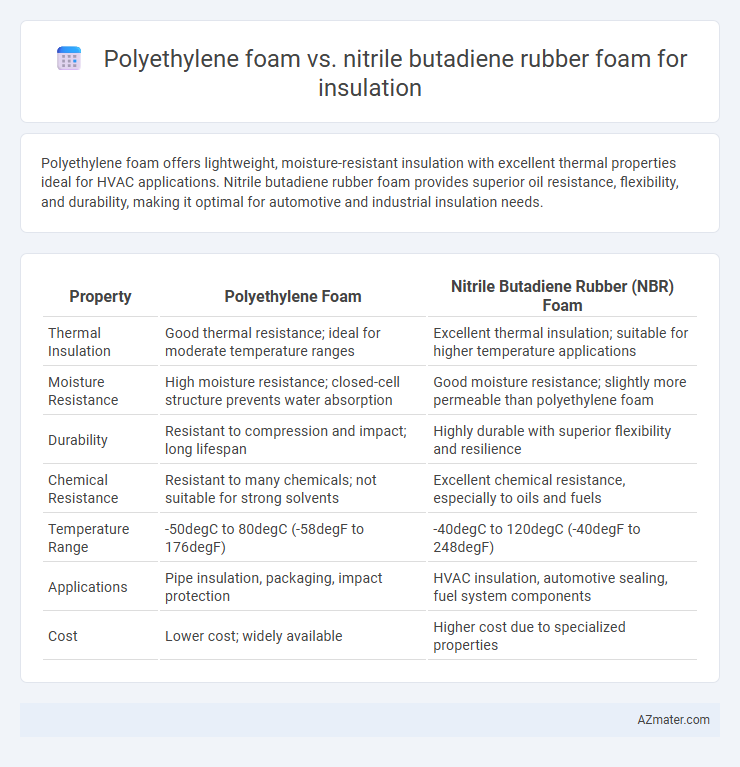
| Property | Polyethylene Foam | Nitrile Butadiene Rubber (NBR) Foam |
|---|---|---|
| Thermal Insulation | Good thermal resistance; ideal for moderate temperature ranges | Excellent thermal insulation; suitable for higher temperature applications |
| Moisture Resistance | High moisture resistance; closed-cell structure prevents water absorption | Good moisture resistance; slightly more permeable than polyethylene foam |
| Durability | Resistant to compression and impact; long lifespan | Highly durable with superior flexibility and resilience |
| Chemical Resistance | Resistant to many chemicals; not suitable for strong solvents | Excellent chemical resistance, especially to oils and fuels |
| Temperature Range | -50degC to 80degC (-58degF to 176degF) | -40degC to 120degC (-40degF to 248degF) |
| Applications | Pipe insulation, packaging, impact protection | HVAC insulation, automotive sealing, fuel system components |
| Cost | Lower cost; widely available | Higher cost due to specialized properties |
Overview of Polyethylene Foam and Nitrile Butadiene Rubber Foam
Polyethylene foam offers lightweight, closed-cell insulation with excellent moisture resistance and thermal stability, making it ideal for vapor barriers and cushioning applications. Nitrile butadiene rubber (NBR) foam provides superior flexibility, chemical resistance, and sound absorption, suitable for industrial insulation and anti-vibration uses. Both materials deliver efficient thermal insulation, but polyethylene foam excels in moisture control, while NBR foam is preferred for durability and noise reduction.
Key Physical Properties Comparison
Polyethylene foam offers lower thermal conductivity (around 0.033 W/m*K) and excellent moisture resistance, making it ideal for insulation in damp environments. Nitrile butadiene rubber foam provides superior flexibility, higher tensile strength, and better chemical resistance with thermal conductivity approximately 0.040 W/m*K, suitable for applications requiring durability and vibration dampening. Both materials exhibit closed-cell structures, but polyethylene foam typically excels in lightweight insulation, while nitrile foam performs better under mechanical stress and oil exposure.
Thermal Insulation Performance
Polyethylene foam offers excellent thermal insulation due to its closed-cell structure, providing low thermal conductivity and superior moisture resistance ideal for vapor barrier applications. Nitrile butadiene rubber foam, with its flexible closed-cell composition, delivers effective thermal insulation combined with enhanced resistance to oils and chemicals, making it suitable for industrial environments. While both materials provide reliable insulation, polyethylene foam typically excels in temperature stability and moisture protection, whereas nitrile butadiene rubber foam offers better durability in harsh exposure conditions.
Moisture and Water Resistance
Polyethylene foam offers excellent moisture and water resistance due to its closed-cell structure, preventing water absorption and making it ideal for damp environments. Nitrile butadiene rubber (NBR) foam provides good water resistance but is more permeable than polyethylene foam, resulting in moderate moisture retention under prolonged exposure. For insulation applications requiring superior moisture barrier properties, polyethylene foam is generally preferred over NBR foam.
Chemical and Oil Resistance
Polyethylene foam exhibits excellent resistance to chemicals and oils, making it suitable for environments with frequent exposure to hydrocarbons and solvents. Nitrile butadiene rubber (NBR) foam offers superior oil resistance compared to polyethylene foam, particularly against petroleum-based oils and fuels, due to its synthetic rubber composition. For applications requiring enhanced durability against chemical degradation and oil immersion, NBR foam generally outperforms polyethylene foam in maintaining insulation integrity.
Fire and Temperature Resistance
Polyethylene foam offers limited fire resistance, typically classified as combustible with a low melting point around 110degC, making it less suitable for high-temperature insulation applications. Nitrile butadiene rubber (NBR) foam exhibits superior fire resistance with higher thermal stability up to 150degC and better flame-retardant properties due to its synthetic rubber composition. For insulation purposes requiring enhanced fire safety and temperature resistance, NBR foam outperforms polyethylene foam by maintaining structural integrity and safety under elevated heat conditions.
Durability and Longevity
Polyethylene foam offers excellent durability with resistance to moisture, chemicals, and UV exposure, making it suitable for long-term insulation applications in harsh environments. Nitrile butadiene rubber foam provides superior flexibility and abrasion resistance, maintaining its insulating properties under dynamic conditions and prolonged mechanical stress. Both materials ensure extended longevity, but polyethylene foam excels in static durability while nitrile butadiene rubber foam outperforms in resilience against physical wear.
Installation and Flexibility
Polyethylene foam offers superior flexibility and lightweight properties, making it easier to install in tight or irregular spaces compared to nitrile butadiene rubber foam. Nitrile butadiene rubber foam provides excellent resistance to oils and chemicals, yet its denser structure can complicate cutting and fitting during installation. Both materials deliver effective insulation, but polyethylene foam's ease of handling and pliability reduce installation time and labor costs.
Cost and Availability
Polyethylene foam offers a cost-effective insulation solution with widespread availability due to its extensive production and use in packaging and construction industries. Nitrile butadiene rubber (NBR) foam, while more expensive, provides superior resistance to oils, chemicals, and temperature variations, making it ideal for specialized industrial applications. Availability of NBR foam is more limited compared to polyethylene foam, often resulting in higher lead times and procurement costs.
Applications in Residential and Industrial Insulation
Polyethylene foam offers excellent thermal insulation and moisture resistance, making it ideal for residential insulation such as pipe wrap, wall panels, and HVAC system protection. Nitrile butadiene rubber (NBR) foam excels in industrial insulation with superior resistance to oils, chemicals, and high temperatures, commonly used in automotive engine compartments, refrigeration systems, and industrial piping. Both materials provide energy efficiency and noise reduction, but selection depends on specific environmental and mechanical demands in residential versus industrial settings.
Infographic: Polyethylene foam vs Nitrile butadiene rubber foam for Insulation