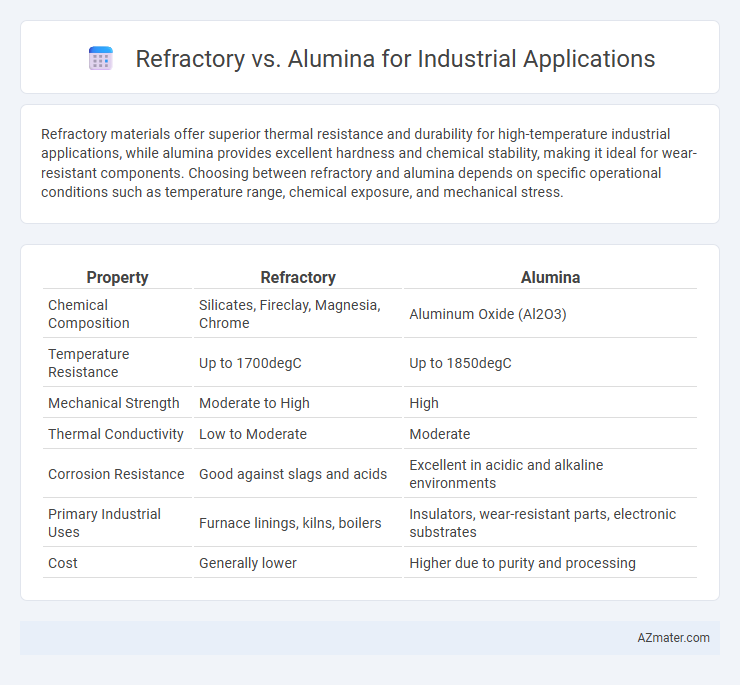
Refractory materials offer superior thermal resistance and durability for high-temperature industrial applications, while alumina provides excellent hardness and chemical stability, making it ideal for wear-resistant components. Choosing between refractory and alumina depends on specific operational conditions such as temperature range, chemical exposure, and mechanical stress.
Table of Comparison
| Property | Refractory | Alumina |
|---|---|---|
| Chemical Composition | Silicates, Fireclay, Magnesia, Chrome | Aluminum Oxide (Al2O3) |
| Temperature Resistance | Up to 1700degC | Up to 1850degC |
| Mechanical Strength | Moderate to High | High |
| Thermal Conductivity | Low to Moderate | Moderate |
| Corrosion Resistance | Good against slags and acids | Excellent in acidic and alkaline environments |
| Primary Industrial Uses | Furnace linings, kilns, boilers | Insulators, wear-resistant parts, electronic substrates |
| Cost | Generally lower | Higher due to purity and processing |
Introduction to Refractory and Alumina Materials
Refractory materials are engineered to withstand high temperatures, chemical corrosion, and mechanical wear, playing a critical role in industries such as steelmaking, cement production, and glass manufacturing. Alumina, a key refractory material composed mainly of aluminum oxide (Al2O3), exhibits excellent thermal stability, high melting point above 2000degC, and superior resistance to abrasion and chemical attack, making it ideal for demanding industrial environments. The selection between general refractory materials and alumina-based refractories depends on specific operational conditions including temperature, mechanical stress, and exposure to corrosive substances.
Composition and Properties Comparison
Alumina, primarily composed of aluminum oxide (Al2O3), offers excellent thermal stability, high melting point above 2072degC, and superior resistance to chemical corrosion, making it ideal for high-temperature industrial applications. Refractory materials, which include a broad category of ceramics such as magnesia, silica, and alumina-based composites, are engineered for extreme heat resistance, mechanical strength, and thermal shock durability. The key difference lies in alumina's purity and consistent composition, providing enhanced abrasion resistance and thermal conductivity compared to general refractory materials tailored for specific thermal and mechanical stresses.
Types of Refractory Materials vs Alumina
Refractory materials encompass a variety of types such as fireclay, silica, magnesite, and chromite, each tailored for specific industrial environments based on temperature resistance and chemical stability. Alumina, a high-purity refractory, excels in applications requiring superior corrosion resistance, high thermal conductivity, and exceptional mechanical strength at extreme temperatures. Industries like steelmaking, glass production, and cement manufacturing often prefer alumina due to its ability to withstand aggressive slags and thermal shock compared to conventional refractory bricks.
Thermal Resistance Performance
Refractory materials and alumina both excel in thermal resistance for industrial applications, with alumina offering superior performance due to its high melting point of approximately 2072degC and excellent thermal stability under extreme conditions. Industrial-grade refractories, composed of various oxides like silica, magnesia, and alumina, provide robust resistance to thermal shock and chemical erosion but typically operate effectively below alumina's thermal threshold. The selection of alumina is favored in high-temperature environments such as furnace linings and kiln components where consistent thermal endurance and structural integrity are critical to operational efficiency.
Mechanical Strength and Durability
Refractory materials designed for industrial applications often utilize alumina due to its superior mechanical strength and exceptional durability under high-temperature conditions. Alumina refractories exhibit enhanced resistance to thermal shock, abrasion, and chemical corrosion, making them ideal for furnaces, kilns, and reactors operating at elevated temperatures. Their high alumina content directly correlates with improved load-bearing capacity and prolonged service life compared to traditional refractory compositions.
Chemical Resistance in Industrial Environments
Refractory materials exhibit excellent chemical resistance to slags, acids, and alkalis commonly encountered in industrial environments, ensuring durability under extreme thermal and chemical stress. Alumina, with its high alumina content typically above 90%, offers superior resistance to corrosion from acidic and basic compounds, enhancing longevity in aggressive chemical conditions. Both materials are critical in furnace linings, reactors, and kilns, but alumina's enhanced chemical stability makes it preferable in highly corrosive industrial applications.
Cost Considerations and Economic Impact
Refractory materials and alumina differ significantly in cost considerations and economic impact for industrial applications. Alumina, known for its high purity and superior thermal resistance, typically incurs higher initial investment costs compared to generic refractory materials, but offers enhanced durability and longer service life, reducing maintenance and replacement expenses. The economic impact favors alumina in high-temperature environments requiring minimal downtime and optimal performance, while standard refractories may suit budget-sensitive projects with less demanding operational conditions.
Common Industrial Applications
Refractory materials and alumina both serve critical roles in high-temperature industrial applications, with refractories widely used in furnaces, kilns, and reactors due to their exceptional heat resistance and insulation properties. Alumina, a key component in refractory bricks, offers superior chemical stability and mechanical strength, making it ideal for environments subjected to aggressive slags and high wear. Industries such as steel production, cement manufacturing, and glassmaking rely heavily on alumina-based refractories to enhance furnace longevity and operational efficiency.
Selection Criteria for Industrial Use
Selection criteria for refractory versus alumina in industrial applications hinge on temperature resistance, chemical stability, and mechanical strength. Alumina offers superior corrosion resistance and higher melting points, making it ideal for environments with aggressive slags and molten metals. Refractory materials, including fireclay and silica-based options, provide a cost-effective solution where moderate thermal conductivity and thermal shock resistance are prioritized.
Future Trends in Refractory and Alumina Technologies
Future trends in refractory and alumina technologies emphasize enhanced thermal stability, improved corrosion resistance, and eco-friendly production processes to meet the demands of industries such as steel manufacturing, cement, and glass production. Innovations include nano-engineered alumina composites and advanced refractory coatings that extend service life and reduce energy consumption. Integration of digital monitoring systems and sustainable raw materials aims to optimize performance and minimize environmental impact in industrial applications.
Infographic: Refractory vs Alumina for Industrial Application