Polyphenylene oxide (PPO) offers superior heat resistance and dimensional stability compared to polyethylene terephthalate (PET), making it ideal for high-temperature processed soft drink bottles. PET provides excellent clarity, impact strength, and recyclability, which are critical for consumer appeal and sustainable packaging in the soft drink industry.
Table of Comparison
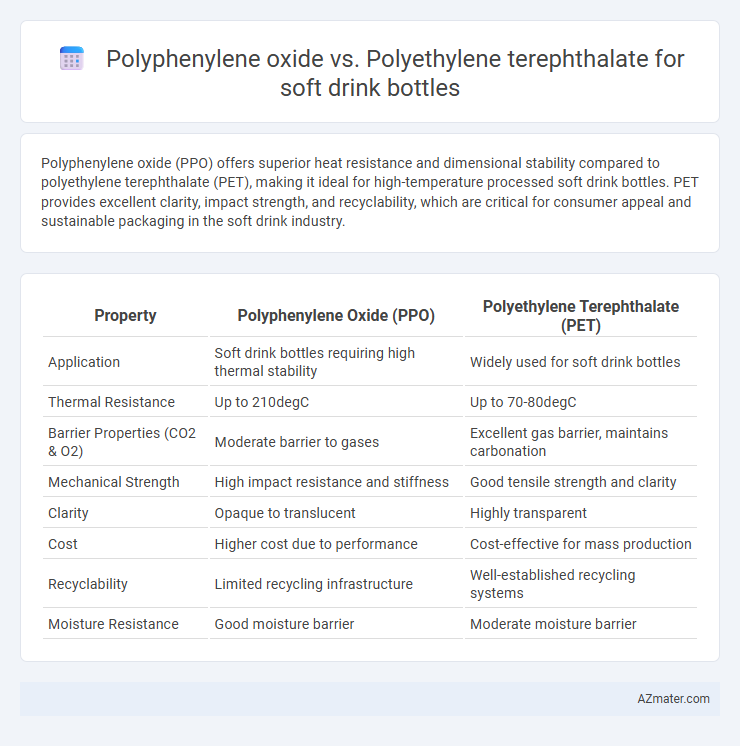
| Property | Polyphenylene Oxide (PPO) | Polyethylene Terephthalate (PET) |
|---|---|---|
| Application | Soft drink bottles requiring high thermal stability | Widely used for soft drink bottles |
| Thermal Resistance | Up to 210degC | Up to 70-80degC |
| Barrier Properties (CO2 & O2) | Moderate barrier to gases | Excellent gas barrier, maintains carbonation |
| Mechanical Strength | High impact resistance and stiffness | Good tensile strength and clarity |
| Clarity | Opaque to translucent | Highly transparent |
| Cost | Higher cost due to performance | Cost-effective for mass production |
| Recyclability | Limited recycling infrastructure | Well-established recycling systems |
| Moisture Resistance | Good moisture barrier | Moderate moisture barrier |
Introduction to Polyphenylene Oxide and Polyethylene Terephthalate
Polyphenylene oxide (PPO) is a high-performance thermoplastic known for its excellent thermal stability, dimensional stability, and resistance to moisture and chemicals, making it suitable for applications requiring durability and safety. Polyethylene terephthalate (PET) is a widely used polyester characterized by its transparency, high strength-to-weight ratio, and exceptional barrier properties against gases, which are critical for maintaining the carbonation and taste of soft drinks. In soft drink bottle manufacturing, PET's superior gas barrier and lightweight nature make it the preferred material, while PPO offers advantages in heat resistance and chemical durability that can be beneficial in specialized packaging applications.
Chemical Structure Comparison
Polyphenylene oxide (PPO) features a rigid aromatic backbone with alternating phenylene and ether linkages, providing high thermal stability and oxidative resistance ideal for soft drink bottles. Polyethylene terephthalate (PET) consists of repeating ester-linked terephthalate and ethylene glycol units, offering excellent gas barrier properties and mechanical strength. The chemical structure of PPO results in better heat resistance, while PET's ester groups contribute to superior clarity and recyclability in beverage packaging.
Mechanical Properties Differences
Polyphenylene oxide (PPO) offers superior dimensional stability and higher heat resistance compared to Polyethylene terephthalate (PET), making it more suitable for applications requiring long-term durability under thermal stress. PET exhibits better tensile strength and impact resistance, providing enhanced flexibility and shock absorption, which is critical for maintaining bottle integrity during transport and handling. The mechanical rigidity of PPO supports structural shape retention, while PET's balanced toughness and stiffness optimize performance in typical carbonation pressures of soft drink bottles.
Barrier Properties for Carbonation Retention
Polyethylene terephthalate (PET) exhibits superior barrier properties for carbonation retention in soft drink bottles compared to polyphenylene oxide (PPO), owing to its low permeability to carbon dioxide and oxygen. PET's crystalline structure and inherent material composition significantly reduce gas migration, maintaining carbonation levels effectively over extended periods. PPO, while offering good thermal stability and mechanical strength, has higher gas permeability, making it less suitable for preserving carbonation in carbonated beverage packaging.
Thermal Stability in Beverage Packaging
Polyphenylene oxide (PPO) exhibits superior thermal stability compared to polyethylene terephthalate (PET), making it more resistant to deformation and chemical degradation under elevated temperatures common in soft drink packaging. PET, while widely used due to its clarity and strength, tends to experience hydrolytic degradation and a decline in mechanical properties when exposed to prolonged heat or hot fill processes. The enhanced thermal resistance of PPO supports extended shelf life and maintains the integrity of carbonated soft drinks by minimizing risks of leaching and container deformation during thermal stress.
Impact on Flavor Preservation
Polyphenylene oxide (PPO) exhibits superior barrier properties against oxygen and other gases compared to polyethylene terephthalate (PET), making it more effective in preserving the flavor integrity of soft drinks. PPO's low permeability minimizes flavor loss and contamination, ensuring the beverage maintains its original taste over extended shelf life. PET, while widely used due to cost-efficiency and recyclability, allows higher gas diffusion, which can lead to accelerated flavor degradation in carbonated soft drink bottles.
Environmental and Recyclability Considerations
Polyethylene terephthalate (PET) is widely preferred for soft drink bottles due to its high recyclability and strong recycling infrastructure, enabling efficient conversion into new containers and reducing environmental impact. Polyphenylene oxide (PPO) offers excellent barrier properties and thermal stability but faces challenges in recycling because it is less commonly collected and processed in existing recycling streams, leading to lower circular economy potential. Environmental considerations favor PET for its established recycling ecosystem and lower carbon footprint in bottle production and end-of-life processing, whereas PPO's chemical resistance and durability often result in energy-intensive recycling or disposal methods.
Cost and Manufacturing Feasibility
Polyethylene terephthalate (PET) is widely preferred for soft drink bottles due to its lower cost and well-established manufacturing processes, including injection molding and blow molding, which enable efficient high-volume production. Polyphenylene oxide (PPO), while offering excellent thermal stability and chemical resistance, incurs higher raw material costs and requires specialized processing techniques not commonly used in beverage packaging, limiting its cost-effectiveness and manufacturing feasibility for soft drink bottles. The cost-efficiency and scalability of PET dominate in the soft drink industry, making it the standard material over PPO despite PPO's superior material properties.
Regulatory Approvals for Food Contact
Polyethylene terephthalate (PET) is widely approved by regulatory bodies such as the FDA and EFSA for direct food contact, making it the industry standard for soft drink bottles due to its proven safety and extensive migration testing data. Polyphenylene oxide (PPO), while chemically stable and resistant, has fewer specific regulatory approvals for food contact applications, limiting its use in soft drink packaging. Manufacturers prefer PET because its established compliance ensures adherence to global food safety regulations and consumer confidence.
Conclusion: Best Material for Soft Drink Bottles
Polyethylene terephthalate (PET) is the best material for soft drink bottles due to its superior clarity, excellent gas barrier properties, and lightweight durability, which ensure product freshness and consumer appeal. Polyphenylene oxide (PPO) offers higher heat resistance and dimensional stability but lacks the cost-effectiveness and widespread recyclability that PET provides. PET's balance of performance, cost, and recyclability makes it the industry standard for soft drink packaging.
Infographic: Polyphenylene oxide vs Polyethylene terephthalate for Soft drink bottle