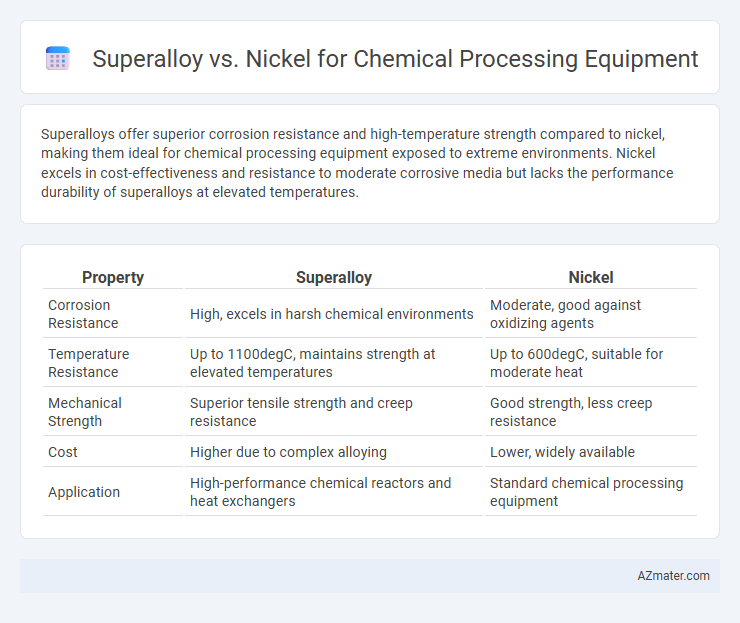
Superalloys offer superior corrosion resistance and high-temperature strength compared to nickel, making them ideal for chemical processing equipment exposed to extreme environments. Nickel excels in cost-effectiveness and resistance to moderate corrosive media but lacks the performance durability of superalloys at elevated temperatures.
Table of Comparison
| Property | Superalloy | Nickel |
|---|---|---|
| Corrosion Resistance | High, excels in harsh chemical environments | Moderate, good against oxidizing agents |
| Temperature Resistance | Up to 1100degC, maintains strength at elevated temperatures | Up to 600degC, suitable for moderate heat |
| Mechanical Strength | Superior tensile strength and creep resistance | Good strength, less creep resistance |
| Cost | Higher due to complex alloying | Lower, widely available |
| Application | High-performance chemical reactors and heat exchangers | Standard chemical processing equipment |
Introduction to Superalloy and Nickel in Chemical Processing
Superalloys are advanced metallic materials designed for exceptional strength, corrosion resistance, and high-temperature stability, making them ideal for chemical processing equipment exposed to harsh environments. Nickel, a primary component in many superalloys, offers excellent corrosion resistance and thermal stability but can be enhanced by combining with elements like chromium, cobalt, and molybdenum in superalloys for improved performance. Chemical processing industries often select superalloys over pure nickel to withstand aggressive chemicals, thermal cycling, and mechanical stress, ensuring greater durability and operational safety.
Material Composition and Structure
Superalloys, primarily composed of nickel, cobalt, and chromium, feature a complex microstructure with gamma prime (g') precipitates that enhance high-temperature strength and corrosion resistance. Nickel, as a pure element or in simpler alloys, offers excellent corrosion resistance but lacks the enhanced mechanical properties provided by the multi-phase microstructure of superalloys. The tailored composition of superalloys enables superior performance in chemical processing equipment exposed to extreme environments compared to nickel-based materials.
Corrosion Resistance Comparison
Superalloys exhibit superior corrosion resistance compared to pure nickel in chemical processing equipment due to their complex composition, including elements like chromium, molybdenum, and cobalt, which enhance oxidation and pitting resistance. Nickel alone offers good corrosion resistance in reducing environments but lacks the robustness against chlorides and high-temperature oxidative conditions found in aggressive chemical processes. Consequently, superalloy materials provide longer service life and greater reliability in highly corrosive and high-temperature chemical environments than nickel-based alternatives.
High-Temperature Performance
Superalloys, particularly those based on nickel, exhibit superior high-temperature performance compared to pure nickel in chemical processing equipment, maintaining strength and corrosion resistance at temperatures exceeding 1000degC. Their complex compositions, including elements like chromium, cobalt, and molybdenum, enhance oxidation resistance and creep strength under extreme thermal stress. Nickel alone offers good corrosion resistance but lacks the mechanical stability at elevated temperatures that superalloys provide, making superalloys the preferred choice for high-temperature chemical processing applications.
Mechanical Properties and Durability
Superalloys exhibit superior mechanical properties such as high tensile strength, creep resistance, and fatigue life compared to nickel, making them ideal for extreme conditions in chemical processing equipment. The enhanced durability of superalloys stems from their advanced microstructure and alloying elements like cobalt, chromium, and aluminum, which improve oxidation and corrosion resistance under high temperatures and aggressive chemical environments. Nickel offers good corrosion resistance but generally lacks the high-temperature mechanical strength and long-term durability required for demanding catalytic reactors and heat exchangers.
Cost Analysis and Lifecycle Value
Superalloys generally exhibit higher initial costs compared to nickel due to their complex alloy compositions and advanced processing requirements. Despite the upfront expense, superalloys offer superior corrosion resistance and mechanical strength in harsh chemical processing environments, resulting in extended equipment lifespan and reduced maintenance costs. When evaluating lifecycle value, the long-term savings from decreased downtime and replacement often justify the premium investment in superalloys over nickel.
Fabrication and Weldability
Superalloys offer superior high-temperature strength and corrosion resistance compared to pure nickel, making them ideal for chemical processing equipment exposed to aggressive environments. Fabrication of superalloys requires precise control due to their complex microstructure and tendency to work-harden, often necessitating specialized machining techniques. Nickel, while easier to weld and fabricate thanks to its ductility and simpler alloy composition, may lack the resilience of superalloys under extreme chemical and thermal stresses.
Industry Standards and Certifications
Superalloys, often based on nickel, are favored in chemical processing equipment for their exceptional resistance to high temperatures and corrosion, complying with industry standards such as ASTM B637 and ASME SA-564. Nickel alloys meet stringent certifications like NACE MR0175/ISO 15156, ensuring reliability in sour gas and harsh chemical environments. Selection between superalloy and nickel materials depends on specific process conditions and certification requirements to guarantee equipment longevity and safety.
Typical Applications in Chemical Processing
Superalloys, such as Inconel and Hastelloy, are extensively used in chemical processing equipment for high-temperature reactors, heat exchangers, and pressure vessels due to their exceptional corrosion resistance and mechanical strength. Nickel-based alloys excel in handling aggressive chemicals, including sulfuric and hydrofluoric acids, making them ideal for piping, valves, and pumps in highly corrosive environments. Equipment made from superalloys and nickel alloys ensures durability and safety in chemical plants operating under extreme thermal and corrosive conditions.
Selection Criteria: Superalloy vs Nickel
Selection criteria for chemical processing equipment prioritize material properties such as corrosion resistance, mechanical strength, and temperature tolerance. Superalloys, composed of elements like chromium, cobalt, and nickel, offer superior high-temperature strength and oxidation resistance, making them ideal for extreme environments. Nickel-based materials provide excellent resistance to acidic and reducing environments but may lack the high-temperature performance and mechanical robustness of superalloys in demanding chemical processing applications.
Infographic: Superalloy vs Nickel for Chemical processing equipment