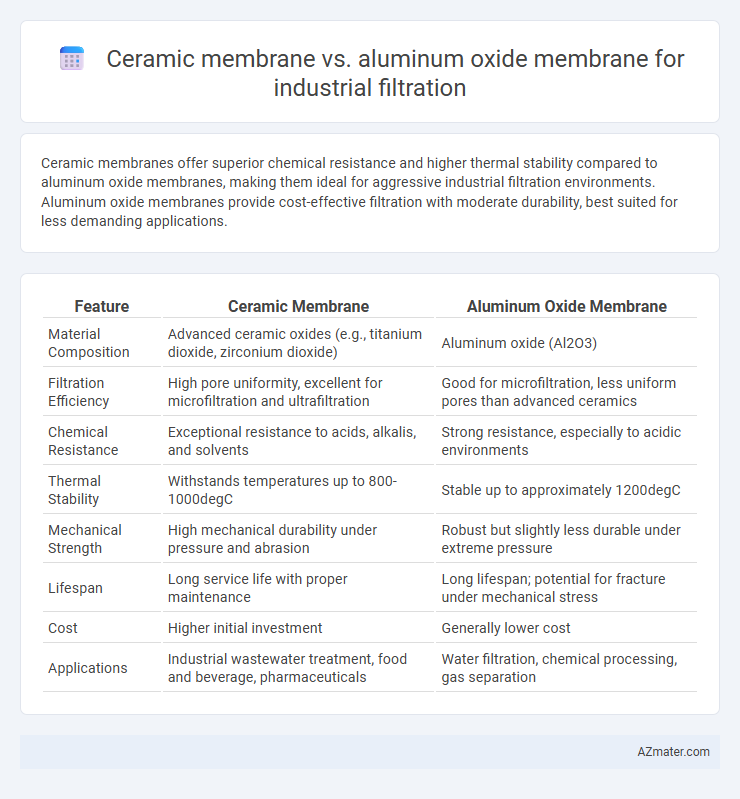
Ceramic membranes offer superior chemical resistance and higher thermal stability compared to aluminum oxide membranes, making them ideal for aggressive industrial filtration environments. Aluminum oxide membranes provide cost-effective filtration with moderate durability, best suited for less demanding applications.
Table of Comparison
| Feature | Ceramic Membrane | Aluminum Oxide Membrane |
|---|---|---|
| Material Composition | Advanced ceramic oxides (e.g., titanium dioxide, zirconium dioxide) | Aluminum oxide (Al2O3) |
| Filtration Efficiency | High pore uniformity, excellent for microfiltration and ultrafiltration | Good for microfiltration, less uniform pores than advanced ceramics |
| Chemical Resistance | Exceptional resistance to acids, alkalis, and solvents | Strong resistance, especially to acidic environments |
| Thermal Stability | Withstands temperatures up to 800-1000degC | Stable up to approximately 1200degC |
| Mechanical Strength | High mechanical durability under pressure and abrasion | Robust but slightly less durable under extreme pressure |
| Lifespan | Long service life with proper maintenance | Long lifespan; potential for fracture under mechanical stress |
| Cost | Higher initial investment | Generally lower cost |
| Applications | Industrial wastewater treatment, food and beverage, pharmaceuticals | Water filtration, chemical processing, gas separation |
Introduction: Importance of Membrane Choice in Industrial Filtration
Selecting the right membrane is crucial for industrial filtration performance, with ceramic and aluminum oxide membranes being prominent options due to their durability and chemical resistance. Ceramic membranes, composed mainly of inorganic materials like alumina, offer superior thermal stability and mechanical strength for harsh processing environments. Aluminum oxide membranes provide excellent filtration precision and resistance to acidic conditions, ensuring long-term efficiency in removing fine particulates and contaminants.
Overview of Ceramic Membranes
Ceramic membranes are favored in industrial filtration due to their exceptional chemical resistance, thermal stability, and mechanical strength, enabling effective separation under harsh conditions. These membranes exhibit high permeability and durability, making them suitable for applications involving aggressive solvents, high temperatures, and abrasive materials. Compared to aluminum oxide membranes, ceramic membranes often provide superior lifespan and consistent performance in demanding industrial processes such as wastewater treatment, food processing, and chemical manufacturing.
Overview of Aluminum Oxide Membranes
Aluminum oxide membranes offer exceptional chemical stability and high thermal resistance, making them ideal for harsh industrial filtration environments. Their porous structure enables precise separation with high flux rates while maintaining durability against acidic and alkaline substances. These membranes outperform many ceramic alternatives by providing enhanced mechanical strength and longer operational lifespans in demanding filtration processes.
Material Composition and Structural Differences
Ceramic membranes, primarily composed of materials like silicon carbide or zirconia, offer superior chemical resistance and thermal stability compared to aluminum oxide membranes, which consist mainly of aluminum oxide (alumina) with high mechanical strength but lower chemical resistance. Structurally, ceramic membranes feature a highly porous and rigid matrix with uniform pore sizes enabling precise filtration, whereas aluminum oxide membranes possess a more crystalline, less uniform structure which may impact filtration efficiency under extreme conditions. The choice between the two depends on the industrial application's specific requirements for durability, temperature tolerance, and chemical exposure.
Filtration Efficiency and Performance
Ceramic membranes demonstrate superior filtration efficiency due to their uniform pore size distribution and high chemical resistance, enabling consistent removal of particles as small as 0.1 microns in harsh industrial environments. Aluminum oxide membranes offer excellent thermal stability and mechanical strength but generally provide lower permeability and slightly less fouling resistance compared to ceramic membranes. Industrial applications benefit from ceramic membranes' long lifespan and higher flux rates, making them optimal for processes requiring rigorous separation performance and durability.
Chemical and Thermal Resistance Comparison
Ceramic membranes, composed primarily of materials like silicon carbide or zirconia, exhibit superior chemical resistance against aggressive solvents, acids, and alkalis compared to aluminum oxide membranes, making them ideal for harsh industrial filtration environments. Thermal resistance of ceramic membranes typically ranges up to 1000degC, significantly higher than aluminum oxide membranes, which generally tolerate temperatures up to 800degC, enabling ceramic membranes to maintain structural integrity under extreme thermal cycling. This enhanced chemical and thermal stability ensures ceramic membranes outperform aluminum oxide membranes in applications involving high-temperature corrosive fluids and stringent purification processes.
Lifespan and Durability in Industrial Settings
Ceramic membranes exhibit superior lifespan and durability compared to aluminum oxide membranes in industrial filtration, often lasting up to 10 years due to their high resistance to chemical corrosion, abrasion, and thermal stress. Aluminum oxide membranes, while effective, tend to have a shorter operational lifespan of around 3 to 5 years because they are more susceptible to mechanical wear and chemical degradation under harsh industrial conditions. The robust structural integrity of ceramic membranes ensures consistent performance and lower replacement frequency, making them a cost-effective choice for long-term industrial applications.
Maintenance and Cleaning Requirements
Ceramic membranes offer superior chemical and thermal resistance, enabling aggressive cleaning with strong acids or alkalis, resulting in longer service life and less frequent maintenance compared to aluminum oxide membranes. Aluminum oxide membranes require more delicate cleaning protocols to avoid surface degradation, leading to more frequent but gentler maintenance cycles. The robust cleaning compatibility of ceramic membranes reduces downtime and operational costs in industrial filtration applications.
Cost Analysis: Initial Investment and Long-Term Savings
Ceramic membranes typically require a higher initial investment than aluminum oxide membranes due to advanced manufacturing processes and material costs but offer superior durability and chemical resistance, leading to lower maintenance and replacement expenses. Over the long term, ceramic membranes deliver significant savings through extended lifespan and consistent filtration performance in harsh industrial environments. Aluminum oxide membranes, while more affordable upfront, may incur higher operational costs due to more frequent replacements and potential efficiency losses in aggressive applications.
Applications and Industry-Specific Recommendations
Ceramic membranes excel in high-temperature and chemically aggressive environments, making them ideal for industries such as petrochemical processing, pharmaceuticals, and wastewater treatment due to their durability and resistance to corrosion. Aluminum oxide membranes offer superior mechanical strength and thermal stability, often preferred in food and beverage processing and microelectronics for precise particle separation and extended membrane life. Industry-specific recommendations favor ceramic membranes in harsh chemical filtrations requiring long-term durability, while aluminum oxide membranes suit applications demanding high purity and mechanical robustness with moderate chemical exposure.
Infographic: Ceramic membrane vs Aluminum oxide membrane for Industrial filtration