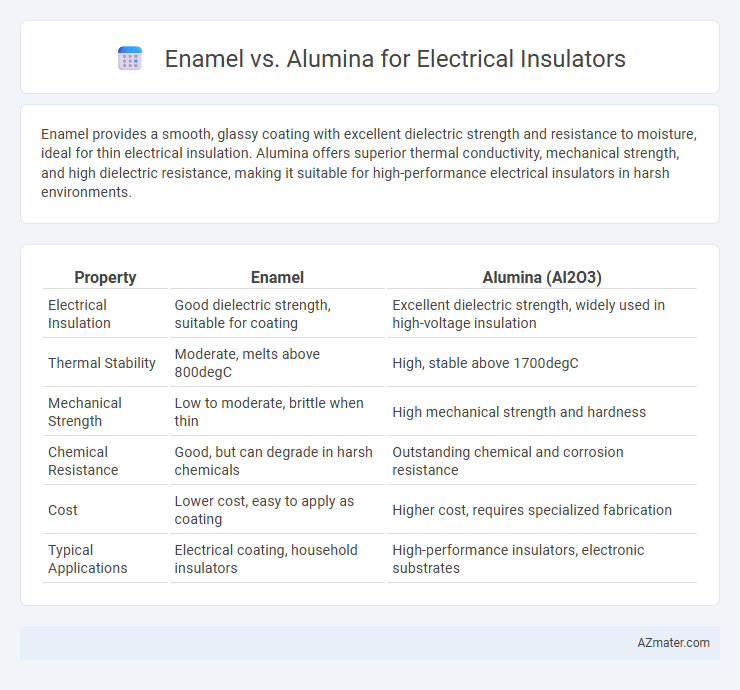
Enamel provides a smooth, glassy coating with excellent dielectric strength and resistance to moisture, ideal for thin electrical insulation. Alumina offers superior thermal conductivity, mechanical strength, and high dielectric resistance, making it suitable for high-performance electrical insulators in harsh environments.
Table of Comparison
| Property | Enamel | Alumina (Al2O3) |
|---|---|---|
| Electrical Insulation | Good dielectric strength, suitable for coating | Excellent dielectric strength, widely used in high-voltage insulation |
| Thermal Stability | Moderate, melts above 800degC | High, stable above 1700degC |
| Mechanical Strength | Low to moderate, brittle when thin | High mechanical strength and hardness |
| Chemical Resistance | Good, but can degrade in harsh chemicals | Outstanding chemical and corrosion resistance |
| Cost | Lower cost, easy to apply as coating | Higher cost, requires specialized fabrication |
| Typical Applications | Electrical coating, household insulators | High-performance insulators, electronic substrates |
Introduction to Electrical Insulators
Electrical insulators prevent the flow of electric current by providing high resistance, crucial for the safety and efficiency of electrical systems. Enamel, a glassy coating often applied to wires and coils, offers excellent dielectric properties and thermal stability, making it ideal for insulation in motors and transformers. Alumina, a ceramic material with superior mechanical strength, high dielectric constant, and excellent thermal conductivity, is widely used in high-performance insulators and electronic substrates.
Overview of Enamel and Alumina Materials
Enamel is a glassy, non-crystalline coating commonly used to insulate copper wire in electrical applications due to its excellent dielectric properties and resistance to moisture and chemicals. Alumina, a ceramic material composed primarily of aluminum oxide (Al2O3), offers superior mechanical strength, high thermal conductivity, and excellent electrical insulation, making it ideal for high-voltage and high-temperature environments. Both materials serve as effective electrical insulators, but enamel excels in flexibility and thin-film applications while alumina is preferred for rigid, durable insulator components.
Physical and Chemical Properties Comparison
Enamel offers excellent electrical insulation with high dielectric strength and resistance to chemical corrosion, making it ideal for coating wires in electronic devices. Alumina, or aluminum oxide, provides superior thermal stability, high mechanical strength, and exceptional resistance to wear and moisture, making it suitable for high-temperature electrical insulators and advanced ceramic components. The choice between enamel and alumina depends on specific application requirements such as operating temperature, mechanical stress, and environmental exposure.
Electrical Insulation Performance: Enamel vs Alumina
Enamel offers moderate electrical insulation performance with dielectric strength typically around 10-15 kV/mm, making it suitable for coated wire and transformer applications. Alumina, with its high dielectric constant and exceptional dielectric strength exceeding 20 kV/mm, provides superior electrical insulation, especially in high-voltage and high-temperature environments. The intrinsic properties of alumina, such as its high resistivity and thermal stability, make it the preferred choice for advanced electrical insulators compared to enamel coatings.
Mechanical Strength and Durability
Alumina exhibits superior mechanical strength compared to enamel, making it a preferred choice for electrical insulators subjected to high stress and load conditions. Its high fracture toughness and resistance to thermal shock enhance durability in harsh environments, outperforming enamel, which tends to crack under extreme mechanical or thermal stress. The longer service life and reduced maintenance requirements of alumina insulators are critical for applications demanding reliable electrical insulation with sustained mechanical integrity.
Thermal Stability and Resistance
Alumina offers superior thermal stability compared to enamel, withstanding temperatures above 1600degC while maintaining structural integrity, making it ideal for high-temperature electrical insulators. Enamel insulation typically degrades at temperatures around 200-300degC, limiting its use in extreme heat environments. Alumina's excellent thermal resistance and low thermal conductivity ensure reliable performance in demanding electrical applications.
Cost and Manufacturing Considerations
Enamel coatings on electrical insulators offer cost-effective manufacturing due to simpler application processes and lower raw material expenses compared to alumina ceramics. Alumina insulators provide superior electrical insulation and thermal resistance but involve higher production costs driven by advanced sintering techniques and material purity requirements. Balancing budget constraints and performance needs is crucial when selecting between enamel and alumina for electrical insulation applications.
Application Suitability in Electrical Systems
Enamel offers excellent electrical insulation with high dielectric strength and is ideal for coating wire windings in transformers, motors, and inductors due to its flexibility and resistance to heat and moisture. Alumina excels in high-voltage applications requiring robust mechanical strength and thermal conductivity, making it suitable for insulator cores, substrates in power electronics, and high-frequency devices. Selecting between enamel and alumina depends on application-specific factors such as operating temperature, mechanical stress, and environmental exposure in electrical systems.
Environmental Impact and Sustainability
Enamel coatings and alumina ceramics differ significantly in environmental impact and sustainability as electrical insulators. Alumina is highly durable, chemically inert, and recyclable, contributing to lower environmental degradation and waste generation over its lifecycle compared to enamel, which involves organic solvents and chemicals with potential VOC emissions during application. Alumina's long lifespan and minimal resource consumption promote sustainable practices in electrical insulation applications, making it a preferred choice for eco-friendly insulation solutions.
Conclusion: Choosing the Optimal Material
Enamel offers excellent dielectric strength and chemical resistance, making it ideal for lightweight, cost-effective electrical insulators in low to moderate temperature applications. Alumina provides superior thermal conductivity, mechanical strength, and high-temperature stability, suitable for demanding industrial environments requiring robust insulation. Selecting the optimal material depends on balancing performance requirements such as electrical insulation properties, thermal endurance, mechanical stress, and cost constraints specific to the application.
Infographic: Enamel vs Alumina for Electrical Insulator