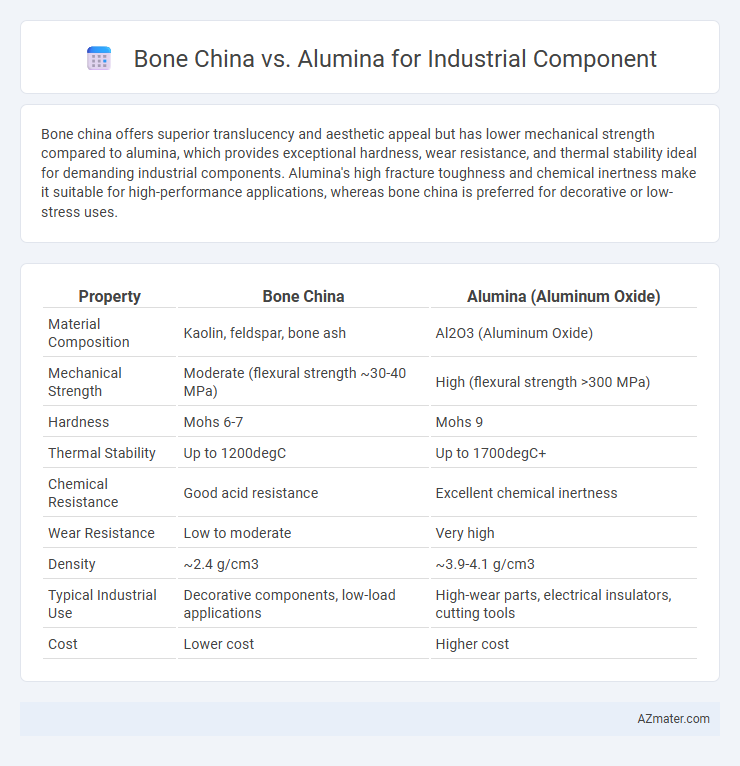
Bone china offers superior translucency and aesthetic appeal but has lower mechanical strength compared to alumina, which provides exceptional hardness, wear resistance, and thermal stability ideal for demanding industrial components. Alumina's high fracture toughness and chemical inertness make it suitable for high-performance applications, whereas bone china is preferred for decorative or low-stress uses.
Table of Comparison
| Property | Bone China | Alumina (Aluminum Oxide) |
|---|---|---|
| Material Composition | Kaolin, feldspar, bone ash | Al2O3 (Aluminum Oxide) |
| Mechanical Strength | Moderate (flexural strength ~30-40 MPa) | High (flexural strength >300 MPa) |
| Hardness | Mohs 6-7 | Mohs 9 |
| Thermal Stability | Up to 1200degC | Up to 1700degC+ |
| Chemical Resistance | Good acid resistance | Excellent chemical inertness |
| Wear Resistance | Low to moderate | Very high |
| Density | ~2.4 g/cm3 | ~3.9-4.1 g/cm3 |
| Typical Industrial Use | Decorative components, low-load applications | High-wear parts, electrical insulators, cutting tools |
| Cost | Lower cost | Higher cost |
Introduction to Bone China and Alumina in Industry
Bone china, composed primarily of bone ash, feldspathic material, and kaolin, is prized in industrial applications for its exceptional whiteness, translucency, and mechanical strength. Alumina, or aluminum oxide, is a crystalline ceramic known for its outstanding hardness, high thermal conductivity, and chemical inertness, making it suitable for demanding environments. Both materials offer unique benefits in industries such as electronics, aerospace, and chemical processing, where durability and performance under stress are critical.
Composition and Material Properties
Bone china consists primarily of bone ash, kaolin, and feldspar, resulting in a ceramic with high whiteness, translucency, and moderate mechanical strength. Alumina (aluminum oxide) features a dense, crystalline structure with exceptional hardness, high thermal stability, and superior wear resistance, making it ideal for demanding industrial applications. Compared to bone china, alumina offers enhanced fracture toughness and chemical inertness, which are critical for components exposed to harsh environments.
Manufacturing Processes Compared
Bone china manufacturing involves high-temperature firing of a mixture containing bone ash, kaolin, and feldspar, producing a strong yet delicate material with exceptional whiteness and translucency. Alumina components are fabricated using powder processing techniques such as dry pressing, isostatic pressing, and sintering at temperatures above 1600degC, resulting in a dense, durable ceramic with high hardness and thermal stability. The manufacturing of alumina requires more energy-intensive processes and precise control of particle size and density, making it suitable for demanding industrial applications where mechanical strength and wear resistance are critical.
Mechanical Strength and Durability
Bone china offers moderate mechanical strength with good resistance to thermal shock, making it suitable for less demanding industrial components. Alumina exhibits superior mechanical strength and exceptional durability, with high hardness and wear resistance appropriate for critical structural applications. The choice between bone china and alumina depends on specific performance requirements, with alumina preferred for high-stress environments due to its robustness.
Thermal Resistance and Insulation
Bone china offers moderate thermal resistance with a low coefficient of thermal expansion, making it suitable for applications requiring stable insulation under gradual temperature changes. Alumina demonstrates superior thermal resistance and insulation capabilities, maintaining structural integrity and insulating properties at temperatures exceeding 1600degC, ideal for high-temperature industrial components. The higher thermal conductivity of bone china limits its use in extreme thermal environments, whereas alumina's ceramic structure ensures excellent durability and thermal shock resistance.
Chemical Stability and Corrosion Resistance
Bone china exhibits moderate chemical stability but lower corrosion resistance compared to alumina, limiting its use in highly aggressive industrial environments. Alumina offers exceptional chemical inertness and superior corrosion resistance due to its dense, non-porous microstructure, making it ideal for components exposed to acids, alkalis, and harsh chemicals. The high purity and structural integrity of alumina ensure prolonged durability and minimal degradation in chemically demanding applications.
Applications in Industrial Components
Bone china offers superior translucency and aesthetic appeal but lacks the high mechanical strength and thermal stability required for demanding industrial components. Alumina ceramics provide exceptional hardness, wear resistance, and excellent electrical insulation, making them ideal for electronic substrates, cutting tools, and high-temperature mechanical parts. Industrial applications favor alumina due to its durability and performance under extreme conditions, whereas bone china is limited to decorative or low-stress applications.
Cost Comparison and Economic Considerations
Bone china offers a lower initial cost compared to alumina, making it a budget-friendly choice for industrial components with moderate wear requirements. Alumina, though more expensive upfront, provides superior durability and longer service life, leading to reduced replacement and maintenance expenses over time. Evaluating total cost of ownership reveals alumina's economic advantage in high-stress environments due to its enhanced mechanical strength and resistance to chemical corrosion.
Sustainability and Environmental Impact
Bone china, composed mainly of bone ash, feldspar, and kaolin, offers biodegradability and lower energy consumption during firing, contributing to a reduced environmental footprint compared to alumina. Alumina ceramic, derived from bauxite mining, involves energy-intensive processing and generates significant mining waste, impacting sustainability negatively in industrial applications. Selecting bone china over alumina in industrial components supports eco-friendly manufacturing through renewable resource utilization and reduced emissions.
Conclusion: Choosing Between Bone China and Alumina
Bone china offers superior translucency and aesthetic appeal, making it ideal for decorative industrial components with lower mechanical stress requirements. Alumina excels in mechanical strength, thermal resistance, and wear durability, suited for high-performance applications in harsh industrial environments. Selecting between bone china and alumina depends on balancing visual qualities and structural demands specific to the component's operational conditions.
Infographic: Bone china vs Alumina for Industrial component