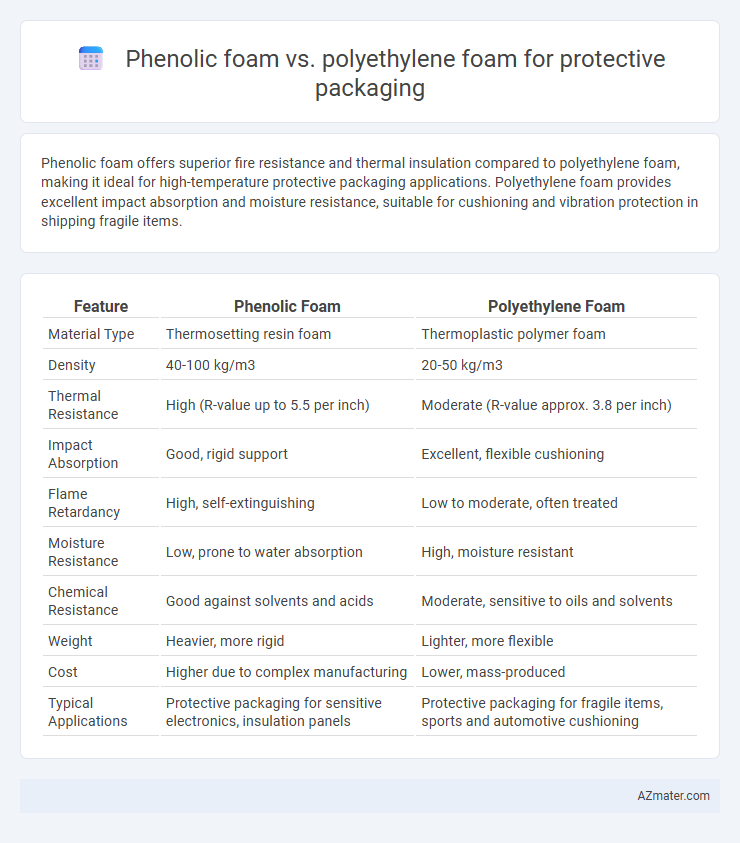
Phenolic foam offers superior fire resistance and thermal insulation compared to polyethylene foam, making it ideal for high-temperature protective packaging applications. Polyethylene foam provides excellent impact absorption and moisture resistance, suitable for cushioning and vibration protection in shipping fragile items.
Table of Comparison
| Feature | Phenolic Foam | Polyethylene Foam |
|---|---|---|
| Material Type | Thermosetting resin foam | Thermoplastic polymer foam |
| Density | 40-100 kg/m3 | 20-50 kg/m3 |
| Thermal Resistance | High (R-value up to 5.5 per inch) | Moderate (R-value approx. 3.8 per inch) |
| Impact Absorption | Good, rigid support | Excellent, flexible cushioning |
| Flame Retardancy | High, self-extinguishing | Low to moderate, often treated |
| Moisture Resistance | Low, prone to water absorption | High, moisture resistant |
| Chemical Resistance | Good against solvents and acids | Moderate, sensitive to oils and solvents |
| Weight | Heavier, more rigid | Lighter, more flexible |
| Cost | Higher due to complex manufacturing | Lower, mass-produced |
| Typical Applications | Protective packaging for sensitive electronics, insulation panels | Protective packaging for fragile items, sports and automotive cushioning |
Introduction to Protective Packaging Foams
Protective packaging foams like phenolic foam and polyethylene foam are essential for cushioning and impact absorption in shipping and storage. Phenolic foam offers superior thermal resistance and excellent fire retardant properties, making it ideal for high-temperature or sensitive component protection. Polyethylene foam is valued for its lightweight, flexibility, and moisture resistance, providing reliable shock absorption and surface protection for a wide range of fragile items.
Phenolic Foam: Composition and Properties
Phenolic foam, composed primarily of phenol-formaldehyde resin, offers superior flame resistance and excellent thermal insulation compared to polyethylene foam, which is derived from polymerized ethylene. The rigid, closed-cell structure of phenolic foam provides enhanced mechanical strength and exceptional dimensional stability, making it ideal for protective packaging applications requiring high impact resistance and fire retardancy. Its low smoke emission and inherent self-extinguishing properties distinguish phenolic foam as a safer, more durable option in environments where safety and insulation performance are critical.
Polyethylene Foam: Composition and Properties
Polyethylene foam is a closed-cell, cross-linked polymer material composed primarily of ethylene monomers that provide excellent cushioning and shock absorption for protective packaging. Its lightweight, flexible structure exhibits high resistance to moisture, chemicals, and UV radiation, making it suitable for diverse environments and temperature variations. The foam's superior impact resistance and resilience ensure reliable protection of sensitive electronics and fragile items during shipping and storage.
Impact Resistance: Phenolic vs Polyethylene Foam
Phenolic foam offers superior compressive strength and thermal insulation but exhibits lower impact resistance compared to polyethylene foam, which demonstrates excellent shock absorption and flexibility. Polyethylene foam's cells are more resilient under repeated impact, making it ideal for protecting delicate electronics and fragile goods during transit. Phenolic foam's rigidity and brittleness limit its effectiveness in high-impact scenarios, whereas polyethylene foam provides consistent cushioning performance with minimal deformation.
Thermal Insulation Capabilities
Phenolic foam offers superior thermal insulation capabilities with a low thermal conductivity typically around 0.021-0.025 W/m*K, making it highly efficient for protective packaging that requires temperature control. Polyethylene foam, while providing decent insulation with thermal conductivity values generally between 0.032-0.038 W/m*K, excels more in shock absorption and moisture resistance rather than thermal performance. Phenolic foam's closed-cell structure and high R-value per inch enhance its suitability for packaging sensitive electronics or temperature-sensitive products.
Fire and Chemical Resistance Comparison
Phenolic foam exhibits superior fire resistance due to its inherently low flammability and self-extinguishing properties, making it ideal for protective packaging in high-risk environments. Polyethylene foam, while offering excellent chemical resistance against many solvents and acids, is more susceptible to melting and combustion under high heat. For applications requiring enhanced fire safety and chemical durability, phenolic foam provides a stronger balance of thermal stability and chemical resistance compared to polyethylene foam.
Weight and Handling Considerations
Phenolic foam offers a lightweight solution with a density typically ranging from 32 to 80 kg/m3, making it easier to handle during packaging operations compared to denser materials. Polyethylene foam usually has a higher density, around 30 to 90 kg/m3, which can increase the overall weight of the packaging and affect ease of transport. The lower density and rigidity of phenolic foam improve handling efficiency and reduce shipping costs, while polyethylene foam's flexibility provides cushioning but can add weight to the protective packaging.
Environmental Impact and Recyclability
Phenolic foam exhibits lower environmental impact due to its fire-resistant properties and ability to be reused in insulation or construction applications, whereas polyethylene foam is widely recycled through established municipal programs but often suffers from contamination issues that reduce recyclability. Phenolic foam's thermoset structure limits mechanical recycling, leading to challenges in large-scale material recovery, while polyethylene foam's thermoplastic nature allows for easier melting and reprocessing into new packaging products. Sustainable choices in protective packaging require balancing phenolic foam's durability and fire safety with polyethylene foam's better end-of-life recycling infrastructure.
Cost Analysis of Phenolic and Polyethylene Foams
Phenolic foam generally incurs higher upfront costs compared to polyethylene foam due to its complex manufacturing process and superior fire resistance properties. Polyethylene foam offers a more cost-effective solution with lower material and production expenses, making it ideal for large-scale protective packaging applications. When evaluating long-term value, phenolic foam's durability and thermal insulation may justify its initial investment despite the higher initial price point.
Choosing the Right Foam for Your Packaging Needs
Phenolic foam offers superior fire resistance, high compressive strength, and excellent thermal insulation, making it ideal for packaging sensitive electronics and temperature-sensitive goods. Polyethylene foam provides outstanding impact absorption, moisture resistance, and flexibility, suitable for cushioning fragile items during shipping. Selecting between phenolic and polyethylene foam depends on prioritizing fire safety and rigidity versus shock absorption and moisture protection in your protective packaging.
Infographic: Phenolic foam vs Polyethylene foam for Protective packaging