Dyneema fiber offers exceptional tensile strength and cut resistance, making it ideal for industrial conveyor belts requiring high durability and lightweight properties. Technora fiber provides superior heat resistance and excellent abrasion resistance, suitable for conveyor belts operating in high-temperature environments.
Table of Comparison
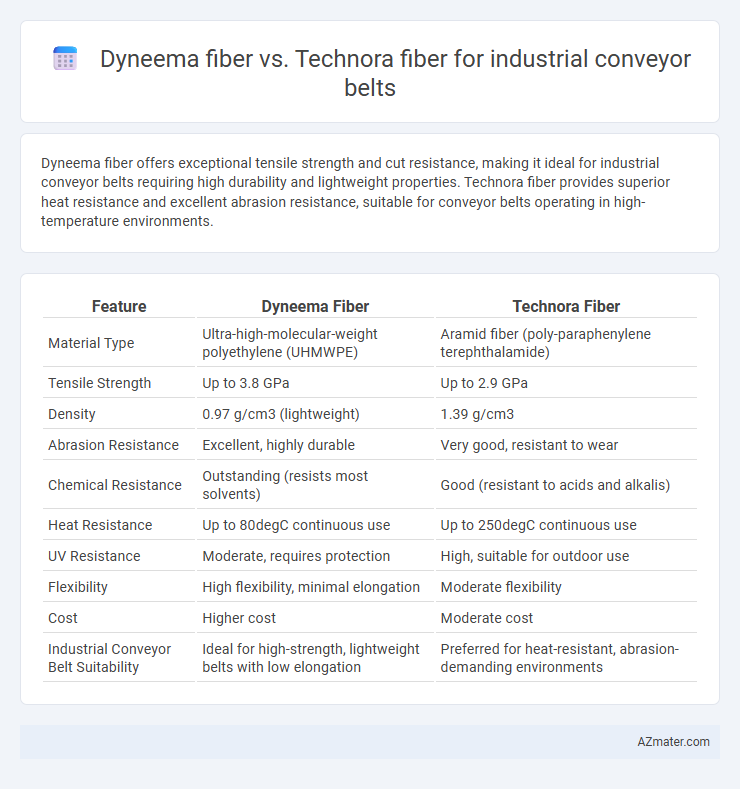
| Feature | Dyneema Fiber | Technora Fiber |
|---|---|---|
| Material Type | Ultra-high-molecular-weight polyethylene (UHMWPE) | Aramid fiber (poly-paraphenylene terephthalamide) |
| Tensile Strength | Up to 3.8 GPa | Up to 2.9 GPa |
| Density | 0.97 g/cm3 (lightweight) | 1.39 g/cm3 |
| Abrasion Resistance | Excellent, highly durable | Very good, resistant to wear |
| Chemical Resistance | Outstanding (resists most solvents) | Good (resistant to acids and alkalis) |
| Heat Resistance | Up to 80degC continuous use | Up to 250degC continuous use |
| UV Resistance | Moderate, requires protection | High, suitable for outdoor use |
| Flexibility | High flexibility, minimal elongation | Moderate flexibility |
| Cost | Higher cost | Moderate cost |
| Industrial Conveyor Belt Suitability | Ideal for high-strength, lightweight belts with low elongation | Preferred for heat-resistant, abrasion-demanding environments |
Introduction to Industrial Conveyor Belt Fibers
Dyneema fiber, known for its ultra-high molecular weight polyethylene (UHMWPE) composition, offers exceptional tensile strength and resistance to abrasion, making it ideal for industrial conveyor belts subjected to heavy loads and harsh environments. Technora fiber, an aramid fiber, provides excellent heat resistance and superior durability against chemical exposure, enhancing conveyor belt performance in high-temperature or chemically aggressive settings. Selecting between Dyneema and Technora fibers depends on specific operational demands such as load capacity, temperature range, and wear resistance in industrial conveyor applications.
Overview of Dyneema Fiber Properties
Dyneema fiber exhibits exceptional tensile strength, outperforming steel by up to 15 times while maintaining lightweight characteristics, making it ideal for industrial conveyor belts requiring high durability and reduced weight. Its superior abrasion resistance and low stretch ensure consistent belt performance under heavy loads and continuous operation. The fiber's chemical resistance and UV stability contribute to prolonged belt lifespan in harsh industrial environments.
Technora Fiber: Key Characteristics
Technora fiber offers exceptional tensile strength and high thermal resistance up to 500degF (260degC), making it ideal for industrial conveyor belts exposed to heat and heavy loads. Its excellent chemical resistance and low elongation under load ensure durability and consistent performance in harsh environments. Technora's lightweight nature combined with superior abrasion resistance enhances conveyor belt longevity while maintaining flexibility for efficient operation.
Strength and Durability Comparison
Dyneema fiber offers exceptionally high tensile strength, surpassing steel by up to 15 times, making it ideal for heavy-duty industrial conveyor belts requiring superior load-bearing capacity. Technora fiber, known for its excellent thermal stability and resistance to abrasion, provides durable performance in high-temperature environments but has slightly lower tensile strength compared to Dyneema. When prioritizing strength and durability in industrial conveyor belts, Dyneema ensures enhanced resistance to elongation and impact, while Technora excels in environments demanding prolonged heat and chemical resistance.
Abrasion and Wear Resistance
Dyneema fiber offers exceptional abrasion resistance due to its ultra-high molecular weight polyethylene composition, making it highly durable against wear and tear in industrial conveyor belts. Technora fiber, an aramid material, provides excellent wear resistance with strong heat and chemical tolerance but may exhibit slightly lower abrasion resistance compared to Dyneema under extreme mechanical stress. For applications demanding maximum longevity and resistance to abrasive particles, Dyneema is often preferred, while Technora suits environments requiring enhanced thermal and chemical durability.
Chemical and Temperature Resistance
Dyneema fiber offers exceptional chemical resistance, withstanding exposure to oils, solvents, and acids, making it ideal for industrial conveyor belts operating in harsh chemical environments. Its temperature resistance ranges up to approximately 80degC (176degF), suitable for applications with moderate heat exposure. Technora fiber provides superior temperature resistance, maintaining strength and integrity at continuous temperatures up to 200degC (392degF) and short-term exposures up to 250degC (482degF), while also exhibiting strong resistance to a broad spectrum of chemicals including alkalis and organic solvents, enhancing performance in high-heat and chemically aggressive conditions.
Weight and Flexibility Factors
Dyneema fiber offers superior lightweight properties, being up to 15 times stronger than steel at a fraction of the weight, which significantly reduces the overall conveyor belt mass and enhances energy efficiency. Technora fiber, while heavier than Dyneema, provides excellent flexibility and heat resistance, making it suitable for conveyor belts operating under high-temperature conditions. For industrial conveyor belts, Dyneema's lightweight advantage improves handling and speed, whereas Technora's flexibility supports durability in demanding environments.
Cost Efficiency and Longevity
Dyneema fiber offers superior tensile strength and abrasion resistance, making it highly cost-efficient due to reduced downtime and extended conveyor belt lifespan in industrial applications. Technora fiber provides excellent thermal stability and chemical resistance, contributing to longevity in harsh environments but typically entails higher initial costs. Balancing cost efficiency and durability, Dyneema is often preferred for lower-maintenance, high-strength conveyor belts, while Technora suits specialized conditions requiring resilience to heat and chemicals.
Application Suitability in Industrial Settings
Dyneema fiber offers exceptional tensile strength and abrasion resistance, making it highly suitable for heavy-duty industrial conveyor belts exposed to harsh environments and heavy loads. Technora fiber provides superior heat resistance and chemical stability, ideal for conveyor belts operating in high-temperature or chemically aggressive settings. Selecting Dyneema or Technora depends on specific industrial conditions, with Dyneema excelling in durability and strength, while Technora ensures long-term performance under thermal and chemical stress.
Conclusion: Choosing the Optimal Fiber
Dyneema fiber offers exceptional tensile strength, lightweight properties, and superior abrasion resistance, making it ideal for high-performance industrial conveyor belts requiring durability and reduced energy consumption. Technora fiber provides excellent heat resistance, chemical stability, and dimensional stability, suitable for conveyor applications exposed to harsh environments and elevated temperatures. Selecting the optimal fiber depends on the specific operational conditions, with Dyneema favored for mechanical strength and efficiency, while Technora excels under thermal and chemical stress.
Infographic: Dyneema fiber vs Technora fiber for Industrial conveyor belt