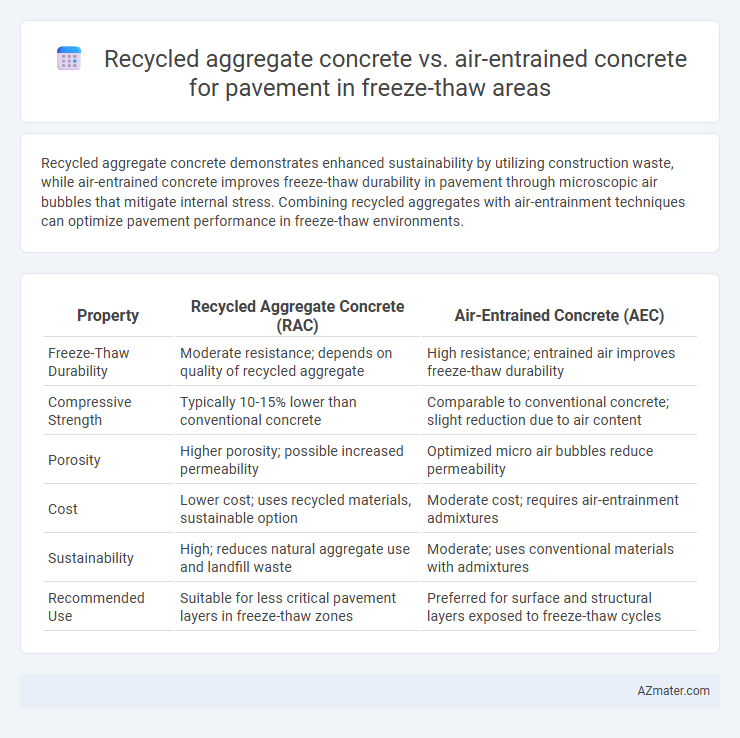
Recycled aggregate concrete demonstrates enhanced sustainability by utilizing construction waste, while air-entrained concrete improves freeze-thaw durability in pavement through microscopic air bubbles that mitigate internal stress. Combining recycled aggregates with air-entrainment techniques can optimize pavement performance in freeze-thaw environments.
Table of Comparison
| Property | Recycled Aggregate Concrete (RAC) | Air-Entrained Concrete (AEC) |
|---|---|---|
| Freeze-Thaw Durability | Moderate resistance; depends on quality of recycled aggregate | High resistance; entrained air improves freeze-thaw durability |
| Compressive Strength | Typically 10-15% lower than conventional concrete | Comparable to conventional concrete; slight reduction due to air content |
| Porosity | Higher porosity; possible increased permeability | Optimized micro air bubbles reduce permeability |
| Cost | Lower cost; uses recycled materials, sustainable option | Moderate cost; requires air-entrainment admixtures |
| Sustainability | High; reduces natural aggregate use and landfill waste | Moderate; uses conventional materials with admixtures |
| Recommended Use | Suitable for less critical pavement layers in freeze-thaw zones | Preferred for surface and structural layers exposed to freeze-thaw cycles |
Overview of Pavement Challenges in Freeze-Thaw Regions
Pavement in freeze-thaw regions faces significant challenges including cracking, scaling, and reduced durability due to repeated cycles of freezing and thawing. Recycled aggregate concrete (RAC) may introduce higher porosity and weaker interfacial zones, potentially worsening freeze-thaw damage, whereas air-entrained concrete incorporates microscopic air bubbles that improve resistance to internal freeze-thaw stresses. Careful selection and proportioning of materials are critical to enhancing pavement lifespan and performance under harsh freeze-thaw conditions.
Introduction to Recycled Aggregate Concrete
Recycled aggregate concrete (RAC) utilizes crushed concrete debris as a substitute for natural aggregates, promoting sustainable construction and reducing environmental impact. In freeze-thaw areas, RAC demonstrates comparable durability to traditional concrete when properly designed with appropriate mix proportions and admixtures to enhance resistance to cyclical freezing and thawing stresses. The incorporation of recycled aggregates requires careful consideration of aggregate quality and air void distribution to mitigate potential freeze-thaw damage and ensure pavement longevity.
Fundamentals of Air-Entrained Concrete
Air-entrained concrete incorporates microscopic air bubbles to enhance freeze-thaw durability by providing space for water expansion, significantly reducing internal stress and cracking in pavements exposed to cyclic freezing and thawing. The controlled air void system improves workability and resistance to scaling, making it essential for concrete in cold climates. Recycled aggregate concrete can benefit from air entrainment, but its inherent variability requires careful mix design to achieve performance comparable to conventional air-entrained concrete.
Material Properties Relevant to Freeze-Thaw Durability
Recycled aggregate concrete (RAC) often exhibits increased porosity and water absorption compared to conventional air-entrained concrete (AEC), which can compromise freeze-thaw durability in pavement applications. Air-entrained concrete contains microscopic air bubbles that effectively mitigate internal stress from ice formation by providing space for water expansion, enhancing resistance to freeze-thaw cycles. Material properties such as reduced permeability, adequate compressive strength, and controlled air void distribution make AEC more reliable for freeze-thaw durability in pavements than typical RAC mixes without specific modifications.
Workability and Mixing Techniques Comparison
Recycled aggregate concrete (RAC) typically exhibits lower workability compared to air-entrained concrete due to the porous nature and higher absorption of recycled aggregates, requiring adjustments in water content and use of plasticizers. Air-entrained concrete incorporates intentional microscopic air bubbles through air-entraining agents, enhancing workability and freeze-thaw durability without significantly altering mix water demand. Mixing techniques for RAC involve pre-soaking recycled aggregates to mitigate absorption effects, while air-entrained concrete relies on controlled mixing times to maintain stable air void distribution essential for freeze-thaw resistance in pavement applications.
Mechanical Strength and Performance Metrics
Recycled aggregate concrete (RAC) often demonstrates slightly lower compressive strength compared to air-entrained concrete (AEC) due to the presence of old mortar and potential impurities, but advances in treatment and mix design have reduced this gap significantly. Air-entrained concrete excels in freeze-thaw durability by incorporating microscopic air bubbles that relieve internal stress from ice formation, resulting in superior scaling resistance and longer pavement lifespan in harsh climates. Performance metrics such as tensile strength, modulus of elasticity, and freeze-thaw cycle resistance consistently favor air-entrained concrete for pavements exposed to freeze-thaw cycles, though high-quality RAC with optimized mix proportions can meet minimum strength and durability requirements.
Resistance to Freeze-Thaw Cycles
Recycled aggregate concrete exhibits moderate resistance to freeze-thaw cycles, largely influenced by the quality and porosity of the recycled aggregates used, which can increase water absorption and reduce durability. Air-entrained concrete significantly enhances freeze-thaw resistance by incorporating microscopic air bubbles that relieve internal pressure from ice formation, thereby minimizing cracking and scaling in pavement applications. For freeze-thaw environments, air-entrained concrete remains the preferred choice due to its proven performance in maintaining structural integrity and extending pavement lifespan.
Environmental Impact and Sustainability Considerations
Recycled aggregate concrete (RAC) significantly reduces environmental impact by utilizing construction waste, lowering landfill use, and conserving natural resources compared to conventional materials used in air-entrained concrete (AEC). Both RAC and AEC improve durability in freeze-thaw conditions, but RAC offers enhanced sustainability through reduced carbon emissions and energy consumption during aggregate production. Air-entrained concrete provides superior freeze-thaw resistance by incorporating controlled air voids, yet its environmental footprint is higher due to reliance on virgin materials and additives, making RAC a more sustainable choice for pavement in freeze-thaw areas.
Cost-Effectiveness and Long-Term Maintenance
Recycled aggregate concrete (RAC) offers significant cost savings in pavement construction in freeze-thaw areas due to lower material expenses and sustainable use of reclaimed materials. Air-entrained concrete enhances durability and resistance to freeze-thaw cycles, reducing long-term maintenance costs by preventing scaling and cracking. Combining RAC with air-entrainment technology can optimize both initial investment and lifecycle performance in harsh climates.
Recommendations for Pavement Selection
Recycled aggregate concrete (RAC) offers sustainability benefits and moderate freeze-thaw resistance, making it suitable for pavements with lower exposure severity when properly designed with air-entrainment and adequate cement content. Air-entrained concrete (AEC) is highly recommended for freeze-thaw areas due to its superior durability, enhanced resistance to scaling, and improved workability through microscopic air bubbles that mitigate internal stress from freezing cycles. For optimal pavement performance in freeze-thaw environments, selecting AEC is preferred, but if using RAC, incorporate air-entrainment and supplemental cementitious materials to meet durability requirements.
Infographic: Recycled aggregate concrete vs Air-entrained concrete for Pavement in freeze-thaw area