Magnesium aluminate offers superior thermal stability and higher mechanical strength compared to fused silica for optical lens applications. Fused silica provides exceptional UV transparency and low thermal expansion, making it ideal for precision optics in extreme conditions.
Table of Comparison
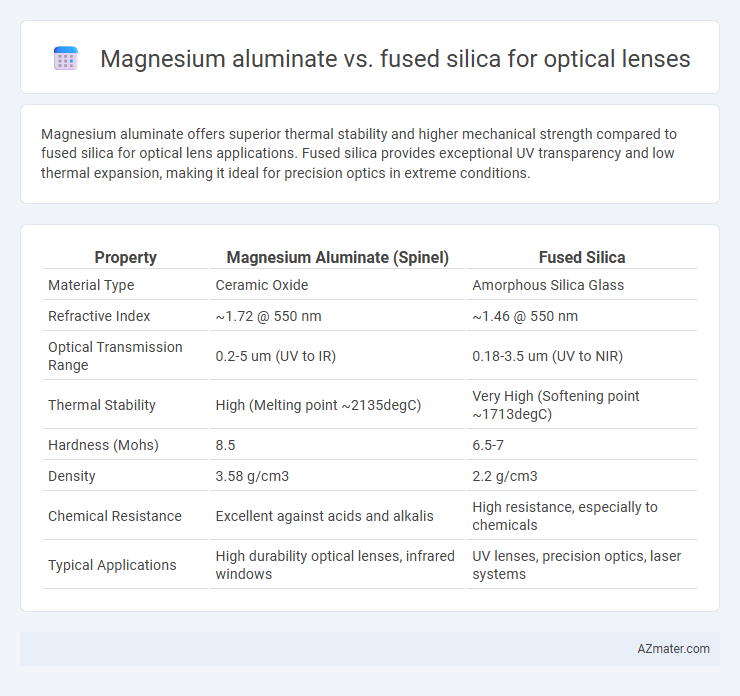
| Property | Magnesium Aluminate (Spinel) | Fused Silica |
|---|---|---|
| Material Type | Ceramic Oxide | Amorphous Silica Glass |
| Refractive Index | ~1.72 @ 550 nm | ~1.46 @ 550 nm |
| Optical Transmission Range | 0.2-5 um (UV to IR) | 0.18-3.5 um (UV to NIR) |
| Thermal Stability | High (Melting point ~2135degC) | Very High (Softening point ~1713degC) |
| Hardness (Mohs) | 8.5 | 6.5-7 |
| Density | 3.58 g/cm3 | 2.2 g/cm3 |
| Chemical Resistance | Excellent against acids and alkalis | High resistance, especially to chemicals |
| Typical Applications | High durability optical lenses, infrared windows | UV lenses, precision optics, laser systems |
Introduction to Magnesium Aluminate and Fused Silica
Magnesium aluminate (MgAl2O4), known as spinel, offers exceptional optical clarity, high mechanical strength, and excellent thermal stability, making it ideal for harsh environments in optical lens applications. Fused silica, composed of high-purity silicon dioxide (SiO2), provides superior transparency in ultraviolet to infrared wavelengths, low thermal expansion, and outstanding resistance to thermal shock, crucial for precision optics. Both materials excel in optical performance but differ significantly in chemical composition and specific use cases based on thermal and mechanical properties.
Material Composition and Structure
Magnesium aluminate (MgAl2O4) is a crystalline spinel with a cubic lattice structure, offering high hardness and excellent optical transparency in the visible to mid-infrared range due to its dense and highly ordered atomic arrangement. Fused silica, composed primarily of amorphous silicon dioxide (SiO2), features a non-crystalline, glassy structure that provides superior thermal stability, low thermal expansion, and high ultraviolet transparency. The distinct differences in material composition and atomic structure influence their refractive indices, mechanical durability, and suitability for precision optical lenses in diverse wavelength applications.
Optical Clarity and Transmission Properties
Magnesium aluminate offers superior optical clarity with a high refractive index around 1.72, enhancing image sharpness and minimizing distortions in optical lenses. Its transmission efficiency spans a broad spectrum, transmitting 90-95% of visible and near-infrared light, making it ideal for high-performance imaging applications. In contrast, fused silica boasts exceptional transmission from ultraviolet to infrared wavelengths with low optical dispersion, though it has a lower refractive index of approximately 1.46, resulting in less light bending compared to magnesium aluminate.
Mechanical Strength and Durability
Magnesium aluminate (MgAl2O4) offers superior mechanical strength compared to fused silica, featuring a higher hardness and greater resistance to abrasion and impact, making it ideal for rugged optical lens applications. Fused silica excels in thermal stability and low thermal expansion but is more prone to fracture under mechanical stress. For applications demanding enhanced durability and resistance to mechanical damage, magnesium aluminate provides a significant advantage over fused silica.
Thermal Stability and Expansion
Magnesium aluminate (spinel) exhibits superior thermal stability with a high melting point around 2135degC and maintains structural integrity under rapid temperature changes, making it ideal for high-power laser optics. Its low coefficient of thermal expansion (CTE) approximately 7.8 x 10^-6 /degC ensures minimal dimensional changes during thermal cycling. In contrast, fused silica has an ultra-low CTE near 0.5 x 10^-6 /degC, providing exceptional thermal expansion resistance, but it melts at a lower temperature around 1713degC, limiting its thermal stability under extreme heat conditions.
Chemical Resistance and Longevity
Magnesium aluminate spinel exhibits superior chemical resistance compared to fused silica, making it highly resistant to acids, alkalis, and solvents often encountered in harsh optical environments. Its robust crystalline structure enhances longevity by minimizing degradation and maintaining optical clarity over extended periods, outperforming fused silica, which can be more susceptible to surface etching and chemical attack. Consequently, magnesium aluminate offers enhanced durability for optical lenses used in chemically aggressive or high-wear applications.
Manufacturing Processes and Costs
Magnesium aluminate (MgAl2O4) is favored in optical lens manufacturing for its high mechanical strength and thermal stability, requiring advanced sintering processes that increase production costs compared to fused silica. Fused silica offers excellent optical clarity and lower thermal expansion with cost-effective manufacturing through melting and controlled cooling but lacks the toughness of magnesium aluminate. The choice between these materials hinges on balancing the higher fabrication expense of magnesium aluminate's complex processes against fused silica's lower cost and simpler manufacturing techniques.
Applications in Optical Lens Technology
Magnesium aluminate (MgAl2O4) exhibits superior hardness, high thermal stability, and excellent optical transparency across a wide wavelength range, making it ideal for protective windows and high-performance lenses in harsh environments. Fused silica offers exceptional ultraviolet transmission, low thermal expansion, and high purity, which enhances its use in precision optics, laser systems, and UV lithography lenses. Optical lens technology benefits from choosing magnesium aluminate for durability and fused silica for superior clarity and minimal optical distortion in ultraviolet to near-infrared applications.
Advantages and Disadvantages Comparison
Magnesium aluminate offers superior mechanical strength and thermal stability compared to fused silica, making it ideal for high-power laser applications and harsh environments. Fused silica provides exceptional optical clarity, low thermal expansion, and high resistance to UV radiation, benefiting precision optical lenses in scientific instruments. However, fused silica is more brittle and less heat-resistant than magnesium aluminate, while magnesium aluminate may have slightly lower optical transmittance and higher fabrication costs.
Summary and Material Selection Guidelines
Magnesium aluminate (MgAl2O4) offers high mechanical strength, excellent thermal stability, and superior resistance to laser-induced damage, making it ideal for high-power optical lens applications. Fused silica provides outstanding optical clarity, low thermal expansion, and excellent UV transmission, which is crucial for precision optics requiring minimal distortion. Choose magnesium aluminate for environments demanding robustness and high laser thresholds, while fused silica suits applications prioritizing optical purity and thermal shock resistance.
Infographic: Magnesium aluminate vs Fused silica for Optical lens