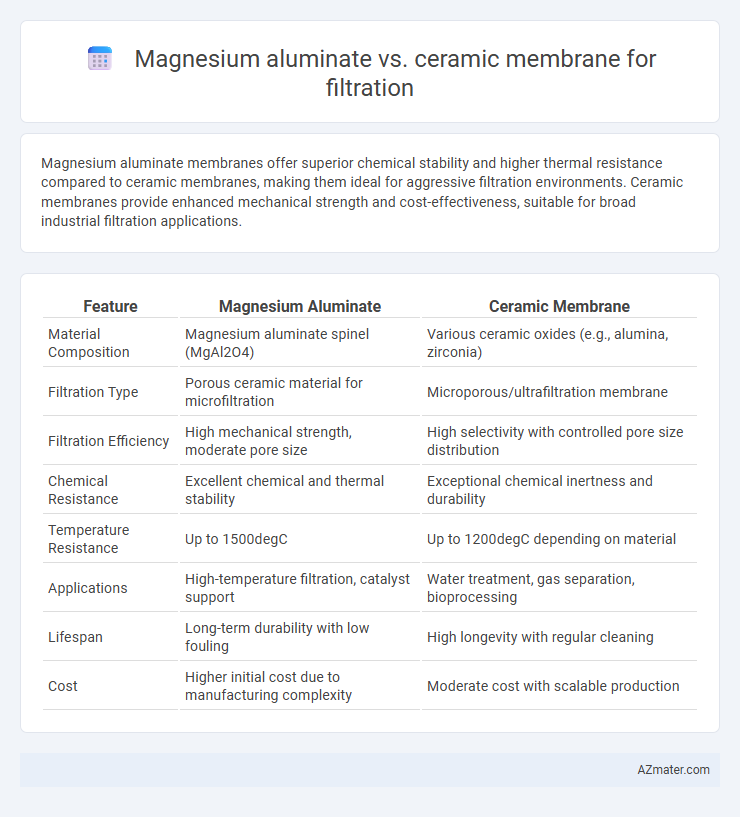
Magnesium aluminate membranes offer superior chemical stability and higher thermal resistance compared to ceramic membranes, making them ideal for aggressive filtration environments. Ceramic membranes provide enhanced mechanical strength and cost-effectiveness, suitable for broad industrial filtration applications.
Table of Comparison
| Feature | Magnesium Aluminate | Ceramic Membrane |
|---|---|---|
| Material Composition | Magnesium aluminate spinel (MgAl2O4) | Various ceramic oxides (e.g., alumina, zirconia) |
| Filtration Type | Porous ceramic material for microfiltration | Microporous/ultrafiltration membrane |
| Filtration Efficiency | High mechanical strength, moderate pore size | High selectivity with controlled pore size distribution |
| Chemical Resistance | Excellent chemical and thermal stability | Exceptional chemical inertness and durability |
| Temperature Resistance | Up to 1500degC | Up to 1200degC depending on material |
| Applications | High-temperature filtration, catalyst support | Water treatment, gas separation, bioprocessing |
| Lifespan | Long-term durability with low fouling | High longevity with regular cleaning |
| Cost | Higher initial cost due to manufacturing complexity | Moderate cost with scalable production |
Introduction to Filtration Membranes
Filtration membranes play a critical role in separating particles from liquids or gases, with Magnesium aluminate membranes offering superior chemical stability and high-temperature resistance compared to traditional ceramic membranes. Magnesium aluminate, also known as spinel, features a unique crystalline structure that enhances permeability and selectivity in harsh environments, making it ideal for industrial filtration processes. Ceramic membranes, often composed of alumina or zirconia, provide excellent mechanical strength and durability but may exhibit lower thermal shock resistance relative to magnesium aluminate membranes.
Overview of Magnesium Aluminate Membranes
Magnesium aluminate membranes exhibit exceptional thermal stability and chemical resistance, making them ideal for high-temperature and aggressive filtration environments. Their spinel structure provides superior mechanical strength and durability compared to traditional ceramic membranes, enhancing their performance in separating fine particles and contaminants. These membranes demonstrate high permeability and excellent selectivity, contributing to efficient filtration processes in industrial applications such as gas separation and wastewater treatment.
Overview of Ceramic Membranes
Ceramic membranes, commonly made from materials such as aluminum oxide, zirconium oxide, or titanium oxide, offer superior chemical, thermal, and mechanical stability compared to magnesium aluminate membranes, making them ideal for harsh filtration environments. Their porous structure enables efficient microfiltration and ultrafiltration processes, effectively removing suspended solids, bacteria, and other contaminants with long operational lifespans. Advanced ceramic membranes also exhibit high resistance to fouling and corrosion, maintaining consistent permeability and selectivity across a wide range of industrial applications.
Key Material Properties Comparison
Magnesium aluminate exhibits excellent thermal stability, chemical resistance, and high mechanical strength, making it suitable for high-temperature filtration applications. Ceramic membranes, typically composed of alumina, zirconia, or titania, offer superior porosity control, high flux rates, and robust fouling resistance for fine particulate and microbial filtration. The choice between magnesium aluminate and ceramic membranes depends on specific filtration needs, with magnesium aluminate favored for harsh chemical environments and ceramic membranes preferred for precise separation efficiency and membrane longevity.
Filtration Efficiency and Performance
Magnesium aluminate membranes exhibit high filtration efficiency due to their exceptional chemical stability, superior thermal resistance, and uniform pore size distribution, making them ideal for harsh industrial filtration processes. Ceramic membranes, while also offering robust mechanical strength and thermal durability, typically provide a wider range of pore sizes and enhanced fouling resistance, resulting in better long-term performance in diverse filtration applications. Performance-wise, magnesium aluminate membranes excel in high-temperature, corrosive environments, whereas ceramic membranes offer versatile operational stability with easier cleaning and regeneration protocols.
Chemical and Thermal Stability Differences
Magnesium aluminate membranes exhibit superior chemical stability in acidic and alkaline environments due to their spinel crystal structure, making them more resistant to corrosion compared to ceramic membranes primarily composed of alumina or zirconia. In terms of thermal stability, magnesium aluminate membranes maintain structural integrity at temperatures exceeding 1700degC, outperforming conventional ceramic membranes which typically tolerate up to 1400degC. This enhanced chemical and thermal resilience makes magnesium aluminate membranes ideal for harsh industrial filtration processes involving aggressive chemicals and high-temperature conditions.
Resistance to Fouling and Scaling
Magnesium aluminate membranes exhibit superior resistance to fouling and scaling compared to conventional ceramic membranes due to their enhanced surface hydrophilicity and chemical stability. The spinel structure of magnesium aluminate minimizes particle adhesion and biofilm formation, resulting in prolonged operational lifespan and reduced cleaning frequency. Ceramic membranes, while chemically robust, tend to suffer from higher fouling rates caused by metal oxides and organic matter accumulation, impacting filtration efficiency over time.
Longevity and Maintenance Requirements
Magnesium aluminate membranes offer superior chemical stability and resistance to thermal shock, resulting in longer service life compared to ceramic membranes. Ceramic membranes typically require more frequent cleaning due to lower tolerance to harsh operating conditions, increasing maintenance efforts and downtime. Enhanced durability of magnesium aluminate membranes reduces replacement costs and operational interruptions in filtration systems.
Cost-Effectiveness Analysis
Magnesium aluminate membranes offer superior durability and chemical resistance compared to ceramic membranes, often resulting in longer operational life and lower replacement frequency, which enhances cost-effectiveness over time. Ceramic membranes have higher initial costs but provide excellent filtration performance and thermal stability, making them suitable for harsh industrial applications where consistent efficiency reduces operational disruptions. Evaluating the total cost of ownership, including maintenance, lifespan, and energy consumption, magnesium aluminate membranes generally present a more cost-effective solution for long-term filtration needs in moderate industrial environments.
Application Suitability and Industry Use Cases
Magnesium aluminate membranes exhibit high chemical stability and thermal resistance, making them ideal for applications in harsh environments such as petrochemical and gas processing industries. Ceramic membranes, known for their mechanical strength and broad chemical compatibility, are widely used in water treatment, food and beverage, and pharmaceutical sectors for efficient separation and purification processes. Both membrane types offer excellent durability, but magnesium aluminate is preferred in extreme temperature applications, while ceramic membranes excel in versatile filtration tasks across diverse industries.
Infographic: Magnesium aluminate vs Ceramic membrane for Filtration